
Инструкция по ремонту двигателей УМЗ-4216 и УМЗ-4213
ОАО «Ульяновский моторный завод» специализируется на выпуске автомобильных четырехцилиндровых рядных бензиновых двигателей.
С 1970 года предприятие начало выпускать автомобильные двигатели с рабочим объемом 2,445л, основным потребителем которых являлся Ульяновский автозавод.
К 90-м годам появилась необходимость в повышении скоростных и тягово-динамических характеристик выпускаемых автомобилей, что потребовало создания двигателей с увеличенным крутящим моментом и повышенной максимальной мощностью. В этой связи был разработан и с 1996 года начал серийно производиться двигатель модели УМЗ-421 с рабочим объемом 2,89л.
Повышение рабочего объема получено за счет увеличения диаметра цилиндра до 100 мм и внедрения новой конструкции алюминиевого блока цилиндров с залитыми гильзами из чугуна. Двигатель модели УМЗ-421 полностью взаимозаменяем с двигателями семейства 2,445л и без переделок устанавливался на автомобили прежних выпусков.
С 1998 года ОАО «УМЗ» начал поставлять двигатели модели УМЗ-4215 с рабочим объемом 2,89л на комплектацию ряда модификаций малотоннажных грузовых автомобилей ОАО «ГАЗ».
В целях обеспечения возрастающих требований в части повышения энергетических показателей, улучшения топливной экономичности и экологических характеристик (снижение токсичности и шума) на базе двигателя УМЗ-421 были разработаны модели двигателей УМЗ-4213 («УАЗ») и УМЗ-4216 («ГАЗель») с комплексной микропроцессорной системой управления впрыском топлива и зажиганием.
С 1999 года с конвейера предприятия начали сходить промышленные партии таких двигателей.
В 2006 году двигатели УМЗ-4213, УМЗ-4216 получили сертификат соответствия требованиям норм Евро-2 и с момента официального введения норм выпускаются серийно.
Данное издание посвящено двигателям УМЗ-4213 и УМЗ-4216, соответствующим требованиям норм Евро-3 в составе автомобилей «УАЗ» и «ГАЗель».
В целях обеспечения экологических норм Евро-3 и улучшения технико-экономических показателей ОАО «УМЗ» в 2007 году внесло ряд изменений в конструкцию двигателей:
- увеличена степень сжатия с 8,2 до 8,8, позволяющая повысить номинальную мощность и максимальный крутящий момент, снизить минимальный удельный расход топлива;
- изменена конструкция демпфера коленчатого вала, обеспечивающая достоверность считывания сигнала положения коленчатого вала;
- применены гильзы с выходом на верхнюю плоскость блока, повышающие надежность газового стыка «блок цилиндров головка блока цилиндров»;
- усовершенствована система вентиляции масляного картера, позволяющая минимизировать унос масла с картерными газами;
- применены новые комплектующие (катушки зажигания, датчик температуры), обеспечивающие надежность электрических соединений;
- введены свечи зажигания с длинной резьбовой частью, что позволило повысить их надежность в комплектации двигателя, снизить тепловую нагрузку на свечу, улучшить уплотнение, расширить используемый ряд свечей зажигания как отечественного, так и зарубежного производства;
- использован датчик абсолютного давления воздуха со встроенным датчиком температуры в системе управления двигателем вместо датчика массового расхода, что позволило упростить учет поступающего в двигатель воздуха, в том числе и при нарушении герметичности впускной системы.
ОАО «УМЗ» постоянно совершенствует конструкцию узлов и деталей двигателя, поэтому они могут несколько отличаться отописанных в настоящем издании.
gazavtomir.ru
Двигатель УМЗ-4216. Финиш
На протяжении двух лет мы неустанно следили за работой пяти «ГАЗелей», оснащенных ульяновскими двигателями. Читатели журнала могли из статей почерпнуть полезную информацию об особенностях эксплуатации этих моторов, возможном переоборудовании, особенностях конструкции отдельных узлов, нововведениях, проводимых Ульяновским моторным заводом. Ежемесячно при участии представителя перевозчика – главного механика ООО «Терра-Карат» Владимира Калашникова и руководителя группы надежности двигателей УМЗ Николая Колышкина – мы осматривали испытуемые автомобили. За период спецпроекта «ГАЗели», оснащенные ульяновскими двигателями, прошли больше 100 тысяч километров, и сейчас пришло время подвести итог совместного проекта журнала «Рейс» и «Группы ГАЗ». Напомним, что на двигателях предыдущего семейства этот пробег был уже критическим, и автомобиль готовили к ремонту. Однако нынешний итог проекта не означает окончания срока эксплуатации всех пяти ульяновских двигателей. Это лишь промежуточная остановка, которая позволит сделать определенные выводы исходя из полученных результатов на этом пробеге. Чтобы оценить остаточный ресурс подопытных УМЗ-4216, было решено разобрать один из них. Выбор именно этого двигателя не случаен. Полгода назад из-за разрыва патрубка радиатора его слегка перегрели – произошла деформация головки блока, прогорела прокладка. Конечно, до заявленных заводом 300 тысяч километров до капремонта еще далеко, но и промежуточная разборка покажет, действительно ли УМЗ-4216 способен отработать еще два раза по столько даже после перегрева.

По внешнему виду двигателя, который предстояло препарировать, было видно, что обслуживали его не на станции официального дилера, а исключительно своими силами. Из явных признаков неквалифицированного ремонта и обслуживания – кое-как проложенные провода и свисающая с них изолента после недавней установки электровентилятора вместо ненадежной электромагнитной муфты. Вдобавок сверху двигатель покрыт слоем дорожной пыли, а снизу – весенней грязью. По левой стороне УМЗ-4216 нарост пыли приобрел уже знакомый эксплуатационникам темный оттенок от просачивания масла через прокладки крышек толкателей. Похоже, производитель, зная об этом, набивает номер двигателя именно над крышками толкателей, чтобы уберечь владельцев машин с ульяновскими моторами от необходимости отмывать номер при подготовке к техосмотру. Не мудрено, что перед началом работ механики станции как следует отмыли двигатель, а уже потом приступили к его поузловой разборке. Первым делом, перед тем как слить моторное масло, вытащили щуп и оценили количество и качество масла. По цвету было видно, что на момент разборки оно не отходило и половины своего ресурса.

Отсоединив высоковольтные провода, выкрутили свечи зажигания. Они были разных производителей, да к тому же электроды свечей изрядно подкопченные, что свидетельствует о богатой смеси, которой потчевал двигатель электронный блок управления. «Сдвинуть набекрень» мозги мотора мог лопнувший выпускной коллектор: из-за трещины часть выхлопных газов вырывалась наружу, не доходя до кислородного датчика. Дальше алгоритм прост: кислородный датчик, анализируя состав смеси, передавал информацию компьютеру, что смесь, подаваемая в цилиндры, слишком бедная – нужно добавить топлива. Что тот незамедлительно и делал. В результате богатая топливовоздушная смесь плохо горела, свечи покрывались черной копотью, которая препятствовала нормальному искрообразованию. Соответственно, падала мощность двигателя, а расход топлива значительно увеличивался. Что подтверждает и перевозчик – расход бензина был больше 20 литров на сотню.

Особо отметим, что на разбираемом двигателе в исправном состоянии оказалась система вентиляции картера. Здесь она закрытая, работает за счет перепада давлений между впускным трактом и масляным картером. В ходе эксплуатации воздушный фильтр постепенно засоряется, и разрежение в системе впуска возрастает, что может привести к попаданию в двигатель пыли и грязи через неплотности в местах установки манжет и прокладок. С целью не допустить это явление в передней крышке коробки толкателей есть регулятор разрежения (мембранный клапан), который за счет уменьшения проходного сечения канала, отводящего картерные газы на впуск, поддерживает разрежение в картере на определенном уровне. Одной из причин появления в картере избыточного давления может быть «закоксовывание» каналов системы вентиляции. Для восстановления функционирования системы в штатном режиме необходимо очистить от масляных отложений резиновые рукава большой и малой ветвей вентиляции, а также детали регулятора разрежения. Для этого регулятор необходимо снять с двигателя и разобрать, промыть регулирующее отверстие, расположенное в корпусе, маслоотделительную сетку и остальные детали. При обратной сборке регулятора необходимо обеспечить герметичность соединения корпуса и крышки.
С самого начала было понятно, что одним из наиболее надежных узлов ульяновского двигателя будет привод ГРМ шестернями. Он не идет ни в какое сравнение ни с цепью, и уж тем более с зубчатым ремнем. Однако у двигателей УМЗ в газораспределительном механизме был свой традиционный спектр поломок. Как мы и предполагали, тепловые зазоры оказались в норме (см. таблицу), ведь при работе мотора характерного клацания из-под клапанной крышки не доносилось.

Состояние стальных наконечников дюралюминиевых штанг тоже было отличное – масло к ним через коромысла поступало исправно. На клапанах установлены по две пружины: большая – внешняя, маленькая – внутренняя, с разным направлением навивки. Все пружины оказались целы, одинаковой высоты и, соответственно, одной жесткости. Можно было бы профилактически заменить маслосъемные колпачки клапанов: они уже стали более жесткими, чем новые, да и рабочая кромка поизносилась. На снятой головке блока сразу стало видно состояние клапанов. Тарелки клапанов и камеры сгорания имели небольшой характерный нагар, присущий любому двигателю с исправной поршневой группой, разве что на третьем цилиндре выпускной клапан был немного подозрителен.
До разборки замечаний по работе распредвала и толкателей на двигателе не было. Осевое перемещение распределительного вала ограничивается стальным упорным фланцем – здесь рабочий зазор 0,1-0,2 мм был в норме. Напомним, что распредвал у двигателей УМЗ чугунный, с последующей наплавкой отбеленным чугуном кулачков до высокой твердости. Благодаря этой технологии проблем с износом кулачков за 15-20 тысяч км, свойственных когда-то двигателям ВАЗ, на двигателях УМЗ никогда на встречалось. Действительно, опорные шейки распредвала оказались гладкими, без следов износа, без рисок и натиров. Однако на вершинах 3-го, 4-го и 8-го кулачка в средней их части были замечены мелкие усталостные выкрашивания (питтинг) – по нескольку точек размером от 0,5 до 1 мм. Вместе с тем толкатели с первого по седьмой работали нормально, по следу приработки на торцевой сферической поверхности было видно, что они, как и положено, вращались в блоке. А вот восьмой толкатель имел повышенный износ донышка – на это указывал след от кулачка на его сферической поверхности и смолянистый нагар коричневого цвета на цилиндрической образующей. Скорее всего этот толкатель уже давно не вращался.
У мотора с электронным впрыском топлива особенно важен контроль правильности установки фаз газораспределения. На УМЗ-4216 на торце шестерни распредвала установлен отметчик, генерирующий сигнал при прохождении мимо датчика фазы, который служит для управления фазированной подачей топлива. Здесь все оказалось в полном порядке.
Напомним, что на УМЗ-4216 чугунные гильзы залиты в алюминиевый блок, и одна из проблем предыдущего ульяновского мотора со 100-миллиметровым поршнем – УМЗ-4215 было уплотнение газового стыка блока с головкой. На прежнем моторе чугунная гильза не выходила на верхнюю поверхность блока, и слой алюминия выгорал при детонации. К сожалению, давно известно о повышенной склонности к детонации бензиновых моторов с увеличенным диаметром цилиндра. На УМЗ-4215 одновременно со слоем алюминия прогорала и прокладка головки блока. Теперь на УМЗ-4216 чугунная гильза выведена на поверхность блока, и пробег двигателя в 100 тысяч километров показал, что эта неисправность осталась в прошлом.
Два года назад на УМЗ ввели технологическую операцию нанесения на юбки поршней в зоне контакта с гильзой маслоудерживающего микропрофиля. Такой профиль в сочетании с хонингованием гильзы показал хорошие результаты при 100-часовых стендовых испытаниях двигателя с полностью открытым дросселем. Однако на разбираемом моторе микрорельеф, нанесенный заводом на юбку, уже частично отсутствовал. На УМЗ-4216 применены современные чугунные компрессионные и маслосъемные поршневые кольца. Верхнее компрессионное кольцо имеет бочкообразный профиль и покрытие пористым хромом, второе компрессионное кольцо скребкового типа с фосфатным покрытием. Маслосъемное кольцо, в отличие от двигателей УМЗ других моделей, не наборное, а тоже чугунное с двумя хромированными рабочими кромкам и радиальным расширителем в виде браслетной пружины. По отзывам специалистов, маслосъемные кольца с волнообразным расширителем менее эффективны и не обеспечивают современных требований к расходу масла на угар. В данном случае, несмотря на то, что разбираемый двигатель когда-то перегрели, его поршневые кольца оказались целы, не лопнули от перегрева и не залипли от нагара. Канавки под верхнее поршневое кольцо тоже соответствовали норме, износа практически не было. Визуально все говорило о хорошем состоянии деталей цилиндро-поршневой группы. Также в хорошем состоянии находились и гильзы цилиндров – на них отлично сохранились следы хонинговки, которые просматривались по всей длине и окружности гильз.

Одно из важнейших сопряжений любого поршневого двигателя – разъем нижней головки шатуна. У моторов УМЗ-4216 он выполнен на высокоточных болтах, а гайки дополнительно фиксируются несколькими каплями контрящего герметика. Шплинтов или коробчатых гаек, как на ближайших родственниках, двигателях ГАЗ-21 и ЗМЗ-24, здесь нет. Все сделано современно и надежно – пробег 100 тысяч километров это подтвердил. Состояние коренных и шатунных вкладышей, шеек коленвала служит той лакмусовой бумажкой, по которой сразу же определяют работу системы смазки, правильность выбора моторного масла, фильтров, материалов подшипников скольжения, режимов эксплуатации двигателя. У разобранного для дефектовки мотора приработка поверхностей вкладышей оказалась правильной по всей ширине вкладыша. Это говорит и о правильной форме постелей коренных подшипников и нижней головки шатунов. В хорошем состоянии были шатунные шейки, а главное – коренные. Напомним, что они, в отличие от шатунных, дополнительно не защищены центробежными грязеуловителями и изнашиваются в первую очередь. На шейках не было ни малейших следов износа, поверхность выглядела, как только что отполированная. Промерять вал микрометром не было никакого смысла – понятно, что он остался в пределах допуска под номинальный размер. Так как коленчатый вал извлекли из блока в сборе с маховиком и сцеплением, то можно было легко оценить состояние диафрагменной пружины корзины. Ее лепестки были расположены в одной плоскости, без намека на коробление. Поверхность лепестков, контактирующая с выжимным подшипником, была с минимальным износом. После снятия корзины стало видно, что нажимной диск, как, впрочем, и ведомый, тоже имеет незначительный износ. Несмотря на череду замены стартеров, сохранили нужную геометрию и зубья венца маховика. На них остались целы даже заходные фаски для зубьев шестерни стартера.
По результатам проведенной разборки, осмотра узлов и деталей видно, что этому двигателю в ближайшее время капита
reis.zr.ru
Руководство по эксплуатации 4216.3902010 РЭ. Двигатель 4216 и его исполнения
содержание .. 1 2 3 4 5 6 ..
Открытое акционерное общество «Ульяновский моторный завод»
УТВЕРЖДАЮ
Директор по развитию
ОАО «Ульяновский моторный завод»
Г.С. Швайцбург
Руководство по эксплуатации 4216.3902010 РЭ. Двигатель 4216 и его исполнения
Главный конструктор
ОАО «Ульяновский моторный завод»
Е.Б. Березин
г. Ульяновск
2007
Редакция от 10.01..2008 г.
Настоящее Руководство по эксплуатации 4216.3902010 РЭ распространяется на двигатели 4216 и его исполнения с впрыском бензина, предназначенные для установки на автомобили, выпускаемые ОАО «Горьковский автомобильный завод».
Руководство содержит сведения о конструкции, принципе действия, характеристиках (свойствах) двигателя, его составных частей и указания, необходимые для правильной и безопасной эксплуатации изделия и оценки его технического состояния, транспортированию, хранении, консервации, гарантии завода, а также сведения по утилизации двигателя и его составных частей.
* * *
Двигатели, представленные в настоящем Руководстве, включают следующие модели:
— 4216.1000400 — бензиновый с комплексной микропроцессорной системой управления впрыском топлива и зажиганием;
— 4216.1000400-20 – в комплектации с насосом гидроусилителя руля.
Названные двигатели взаимозаменяемые по подсоединительным размерам. Двигатели изготавливаются в климатическом исполнении У по ГОСТ 15150 и рассчитаны на эксплуатацию при температуре окружающего воздуха от минус 45°С до плюс 40°С, среднегодовой относительной влажности воздуха до 80% при температур плюс 20°С.
Двигатели также рассчитаны на эксплуатацию в составе автомобиля при запыленности воздуха до 0,1 г/м3 и в районах, расположенных на высоте до 3000 м над уровнем моря, при соответствующем изменении мощности.
* * *
Обслуживающий персонал должен иметь специальную подготовку.
* * *
Параметры, приведенные в Руководстве без допустимых отклонений, даны для справок.
* * *
ОАО «Ульяновский моторный завод» постоянно совершенствует конструкцию узлов и деталей двигателя, поэтому они могут несколько отличаться от описанных в настоящем Руководстве. Описание дано по состоянию на 1 января 2008 года.
* * *
Регулярное обслуживание Вашего двигателя в соответствии с настоящим Руководством и сервисной книжкой обеспечит его надежную эксплуатацию.
* * *
ОАО «Ульяновский моторный завод» не устанавливает эксплуатационные нормы расхода топлива.
* * *
Разработчик и изготовитель двигателей ОАО «Ульяновский моторный завод», г. Ульяновск.
|
СОДЕРЖАНИЕ |
|
ВВЕДЕНИЕ |
|
1 МАРКИРОВКА ДВИГАТЕЛЕЙ |
5 |
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРЕДУПРЕЖДЕНИЯ |
6 |
|
2.1 Требования безопасности |
6 |
|
2.2 Предупреждения |
6 |
|
3 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА |
7 |
|
4 ДАННЫЕ ДЛЯ РЕГУЛИРОВОК И КОНТРОЛЯ |
8 |
5 ПОДГОТОВКА ДВИГАТЕЛЯ К ЭКСПЛУАТАЦИИ В СОСТАВЕ АВТОМОБИЛЯ. ПУСК И ОСТАНОВКА. ОБКАТКА |
8 |
|
5.1 Подготовка двигателя к эксплуатации |
8 |
|
5.2 Пуск двигателя |
8 |
|
5.3 Остановка двигателя |
9 |
|
5.4 Обкатка двигателя |
9 |
|
6 ОПИСАНИЕ УСТРОЙСТВА ДВИГАТЕЛЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ |
10 |
|
6.1 Корпусные детали |
12 |
|
6.2 Кривошипно-шатунный механизм |
13 |
|
6.3 Газораспределительный механизм |
15 |
|
6.3.1 Обслуживание газораспределительного механизма |
16 |
|
6.4 Система охлаждения |
16 |
|
6.4.1 Обслуживание системы охлаждения |
20 |
|
6.5 Система смазки |
21 |
|
6.5.1 Обслуживание системы смазки |
22 |
|
6.6 Система вентиляции картера |
23 |
|
6.6.1 Обслуживание системы вентиляции |
24 |
|
6.7 Система питания |
24 |
|
6.8 Система зажигания |
27 |
|
6.9 Управление топливоподачей и зажиганием |
28 |
|
6.10 Электрооборудование двигателя |
28 |
|
7 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ДВИГАТЕЛЯ |
29 |
|
7.1 Периодичность технического обслуживания |
29 |
7.2 Объем технического обслуживания (ТО) |
29 |
|
7.2.1. Ежедневное техническое обслуживание (ЕО) |
30 |
|
7.2.2 Техническое обслуживание после обкатки (через 2000 км) и ТО-1 (через каждые 15000 км пробега автомобиля). |
30 |
|
7.2.3 Второе техническое обслуживание (ТО-2) |
31 |
|
8 ПЕРЕЧЕНЬ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ ДВИГАТЕЛЯ И МЕТОДЫ ИХ УСТРАНЕНИЯ |
32 |
|
8.1 Характерные неисправности двигателей с электронным впрыском топлива. |
34 |
|
9 ХРАНЕНИЕ |
39 |
|
10 КОНСЕРВАЦИЯ |
39 |
|
10.1 Консервация двигателей на срок хранения до 3 месяцев |
40 |
|
10.2 Консервация двигателей на срок хранения до 1 года |
40 |
|
10.3 Консервация двигателей на срок хранения 2-5 лет |
40 |
|
10.4 Требование безопасности |
41 |
|
11 РАСКОНСЕРВАЦИЯ |
41 |
|
12 ТРАНСПОРТИРОВАНИЕ |
41 |
|
13 УТИЛИЗАЦИЯ |
42 |
|
14 ГАРАНТИИ ЗАВОДА И ПОРЯДОК ПРЕДЪЯВЛЕНИЯ РЕКЛАМАЦИЙ |
42 |
|
|
|
|
Приложение 1 Перечень компонентов системы управления впрыском топлива и зажиганием |
43 |
Приложение 2Перечень приборов электрооборудования |
43 |
Приложение 3Подшипники качения |
43 |
Приложение 4Манжеты и сальники |
44 |
Приложение 5Моменты затяжки ответственных соединений |
44 |
Приложение 6Эксплуатационные материалы |
44 |
содержание .. 1 2 3 4 5 6 ..
zinref.ru
Места контроля, предельные размеры и способы устранения дефекта
1. Блок цилиндров


1.1. Увеличение некруглости и нецилиндричности гильз блока цилиндров до 0,08–0, 1 мм.
Ремонтировать. Хонинговать диаметры цилиндров под ремонтный размер Æ100,1+0,084/+0,024 мм
1.1.1. Износ диаметров гильз блока цилиндров более чем на 0,1 мм.
Ремонтировать. Расточить и хонинговать диаметры цилиндров под ремонтный размер Æ100,5+0,084/+0,024 мм
1.2. Несоосность опор для коленчатого вала относительно оси коленчатого вала более 0,15 мм.
Браковать блок цилиндров.
1.3. Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток.
Ремонтировать. Прогнать резьбу метчиком номинального размера.
1.4. Износ или срыв резьбы резьбовых отверстий более двух ниток.
Ремонтировать.
- Нарезать резьбу увеличенного ремонтного размера.
- Установка резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок.
1.5. Износ диаметров опор под вкладыши коренных подшипников более 68,5+0,019 мм.
Браковать. Замер диаметров опор под вкладыши коренных подшипников производить на блоке цилиндров, собранном с соответствующими крышками коренных подшипников.
1.6. Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере. Браковать.
1.7. Износ опор распределительного вала в блоке 0,75 мм. Ремонтировать.
- – Расточить отверстия в блоке под втулки.
55,5+0,018
54,5+0,018
53,5+0,018
52,5+0,018
51,5+0,018
- Запрессовать в блок втулки распределительного вала.
- Расточить втулки, уменьшая диаметр каждой последующей втулки, начиная с 52 мм, на 1 мм. Расточку вести с допуском +0,05/+0,02 мм
2. Поршень
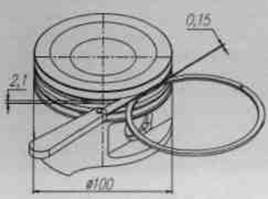
2.1. Износ диаметров поршней менее 99,9 мм.
Ремонтировать. Установить поршни одного из ремонтных размеров: промежуточного ремонтного размера 100,1+0,048/+0,012 мм; первого ремонтного размера 100,5+0,048/+0,012 мм.
2.2. Износ ширины канавки под компрессионное кольцо более 2,1 мм.
Браковать поршень.
2.3. Зазор по высоте между канавкой и кольцом более 0,15 мм.
Браковать поршень.
3. Гильза Цилиндров – поршень
3.1. Зазор между поршнем и цилиндром более 0,30 мм.
Ремонтировать.
Произвести подбор поршня к цилиндру, выдерживая зазор от 0,024 до 0,048 мм между цилиндром и поршнем.
4. Шатун

4.1. Износ диаметра кривошипной головки шатуна более 61,512 мм.
Ремонтировать. Осталить головку шатуна и крышки. Расточить головку совместно с крышкой шатуна в номинальный размер.
4.2. Износ диаметра поршневой головки шатуна более 25,045 мм.
Ремонтировать. Заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун. Расточить в номинальный размер.
5. Вал распределительный

5.1. Наличие трещин любого характера и расположения. Браковать.
5.2. Износ кулачков распределительного вала по высоте более чем на 0,5 мм.
Распределительный вал заменить на новый.
5.3. Задиры и глубокие раковины на поверхности опорных шеек и кулачков распределительного вала. Браковать.
6. Коленчатый вал

6.1. Трещины любого характера и расположения. Браковать.
6.2. Повреждения резьбы или срыв резьбы в отверстиях не более двух ниток.
Ремонтировать. Прогнать резьбу метчиком до номинального размера.
6.3. Износ или срыв резьбы в отверстиях более двух ниток.
а) в отверстиях под болты крепления маховика; Ремонтировать установкой резьбовых спиральных вставок.
б) в отверстиях под пробки, в отверстиях под храповик. Ремонтировать нарезанием ремонтной резьбы.
6.4. Износ диаметра коренных шеек менее 63,934 мм. Ремонтировать.
Шлифовать коренные шейки под один из ремонтных размеров:
первый ремонтный 0 63,75–0,013 мм;
второй ремонтный 0 63,50–0,013 мм;
третий ремонтный 0 63,25–0,013 мм;
четвертый ремонтный 0 63,00–0,013 мм;
пятый ремонтный 0 62,75–0,013 мм;
шестой ремонтный 0 63,50–0,013 мм.
6.5. Износ диаметра шатунных шеек менее 57,951 мм. Ремонтировать.
Шлифовать шатунные шейки под один из ремонтных размеров:
первый ремонтный 0 57,75–0,013 мм;
второй ремонтный 0 57,50–0,013 мм;
третий ремонтный 0 57,25–0,013 мм;
четвертый ремонтный 0 57,00–0,013 мм;
пятый ремонтный 0 56,75–0,013 мм;
шестой ремонтный 0 56,50–0,013 мм.
6.6. Биение коренных шеек более 0,02 мм. Браковать.
7. Головка блока цилиндров, клапанный механизм

7.1. Наличие пробоин, прогара и трещина стенках камеры сгорания и разрушение перемычек между гнездами. Браковать головку блока цилиндров
7.2. Износ или срыв резьбы более двух ниток. Ремонтировать.
- Нарезание резьбы увеличенного ремонтного размера.
- Постановка резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера.
7.3. Ослабление посадки втулки клапанов в головке блока цилиндров
Ремонтировать. Установить втулки клапанов одного из ремонтных размеров:
первый ремонтный Æ 17+0,007/+0,04 мм;
второй ремонтный Æ 17,2+0,007/+0,04 мм;
7.4. Коробление тарелки клапана и прогорание клапана и седла клапана.
Ремонтировать
- Седло прошлифовать.
- Клапан заменить на новый.
7.5. Износ диаметра стержня клапана менее 8,925 мм. Ремонтировать.
- Хромировать стержень клапана до Æ 9,1 мм
- Шлифовать стержень клапана в номинальный размер Æ9–0,075 мм.

7.6. Разница между диаметром втулки запрессованной в головку блока цилиндров, и диаметром стержня клапана должна быть не более 0,25 мм.
Ремонтировать.
- Клапан и втулку заменить новыми.
- Фаски седел прошлифовать, центрируя по отверстию во втулке, выдерживая размеры, указанные на рисунке, обеспечивая концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм.
7.7. Износ диаметров отверстий направляющих втулок более 9,022 мм.
Ремонтировать.
- Выпрессовать направляющие втулки.
- Запрессовать новые ремонтные втулки в головку блока цилиндров (см. дефект 6.3). Развернуть отверстия втулок до Æ9+0,022 мм.
gazavtomir.ru
|
|
|
содержание .. 1 2 3 4 5 6 7 ..
Периодичность и виды технического обслуживания двигателя 4216 в основном соответствуют периодичности и видам технического обслуживания автомобилей семейства «ГАЗель», указанных в Руководстве по эксплуатации этих автомобилей. 7.1 Периодичность технического обслуживанияВ таблице 1 перечислены виды и периодичность ТО для двигателей 4216
Таблица 1
7.2 Объем технического обслуживания (ТО)
7.2.1. Ежедневное техническое обслуживание (ЕО)Таблица 2
7.2.2. Техническое обслуживание после обкатки (через 2000 км) и ТО-1 . Таблица 3
7.2.3 Второе техническое обслуживание (ТО-2)Таблица 4
В дополнение к регламентным работам, проводимым в соответствии с перечисленными в таблицах 2, 3 и 4 необходимо через каждые 30 тыс. км пробега производить промывку системы смазки специальными жидкостями. Порядок промывки системы смазки указан в подразделе 6.5.1 «Обслуживание системы смазки».
содержание .. 1 2 3 4 5 6 7 ..
|
|
|
zinref.ru
Краткое описание двигателя:
4216.1000402 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейны крепления двигателя «старого» образца для автомобилей ГАЗель. 4216.1000402-10 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн под ГУР, для автомобилей ГАЗель. 4216.1000402-11 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР для рамы нового образца, для автомобилей Соболь. 4216.1000402-20 — Двигатель автомобильный для внутреннего рынка и экспорта, новые кронштейны крепления двигателя, для автомобилей ГАЗель. 4216.1000402-41 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР, для автомобилей ГАЗель и Соболь.
| 4216.1000402-70 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР, поликлиновый привод, для автомобилей ГАЗель и Соболь. 4216.1000402-71 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР, поликлиновый привод, компрессор SD-5, для автомобилей ГАЗель. 4216.1000402-72 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР, поликлиновый привод, компрессор SD-7, для автомобилей ГАЗель. 4216.1000402-73 — Двигатель автомобильный для внутреннего рынка и экспорта, кронштейн крепления двигателя под ГУР, поликлиновый привод, компрессор SD-7, головка с отверстием под штуцер предпускового прогревателя двигателя, для автомобилей ГАЗель. |
deal.by