
Снятие и установка распредвала ЗМЗ-402
Снять ремень привода вентилятора.
Снять ремень привода генератора.
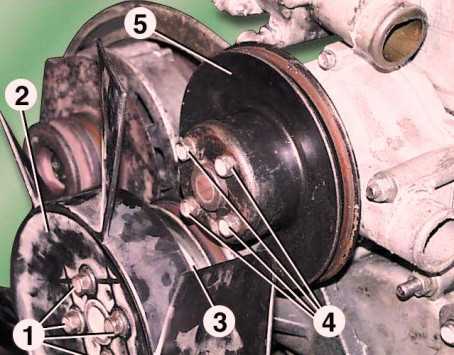
Отвернуть четыре болта 1, снять вентилятор 2 и шкив вентилятора 3.
Отвернуть четыре болта 4 и снять шкив 5 водяного насоса.
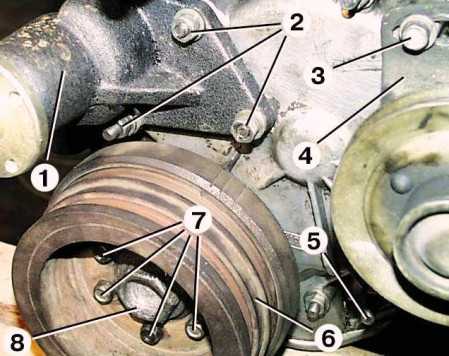
Отвернуть три гайки 2 и снять привод 1 вентилятора.
Отвернуть болт 3 и гайку 5, снять кронштейн 4 с натяжным роликом.
Отвернуть шесть болтов 7 и снять шкив 6 коленвала с гасителем крутильных колебаний в сборке.
Отвернуть стяжной болт 8 (или храповик) съемником
Снять ступицу шкива коленвала.
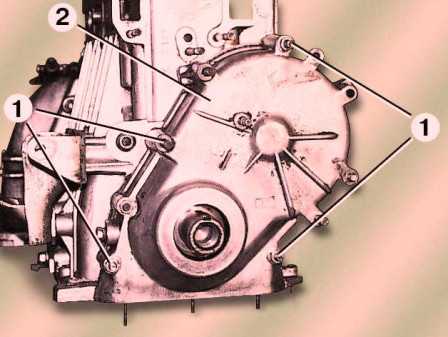
Отвернуть оставшиеся гайки 1 и снять крышку 2 распределительных звездочек.
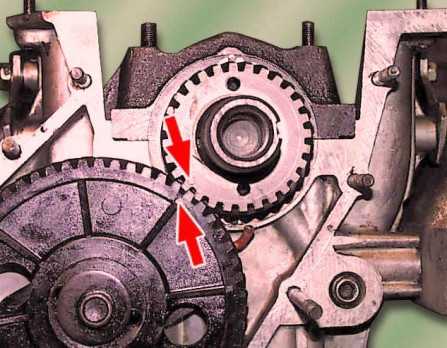
Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
Снять привод распределителя зажигания.
Снять масляный фильтр.
Снять топливный насос.
Снять крышку коромысел.
Снять ось коромысел клапанов со стойками в сборе.
Вынуть штанги толкателей, предварительно пометив их номером клапана.

Отвернуть гайки 1 и снять крышку 2 толкателей вместе с прокладкой.

Вынуть толкатели 1.

Отвернуть болт 1 и снять с помощью съемника зубчатое колесо 2 распределительного вала.
Отвернуть болты 3 и снять упорный фланец распределительного вала с распорной втулкой.
Осторожно вынуть распределительный вал из блока цилиндров.
Осмотр и дефектовка
1. После снятия промыть все детали бензином, протереть и просушить.
Осмотреть распределительный вал. Если на шейках, кулачках и шестерне привода масляного насоса имеются задиры, глубокие царапины, раковины, сколы, трещины, распределительный вал заменить.
Измерить диаметры шеек распределительного вала, номинальные диаметры шеек указаны в таблице.
2. Осмотреть штанги толкателей. Погнутые штанги заменить.
Если на наконечниках штанг заметны следы износа, задиры, раковины, штанги также заменить.
Следует учесть, что длина штанги двигателя мод. 402 равна 283 мм, а двигателя мод. 4021 — 287 мм.
3. Осмотреть толкатели. Если на рабочих поверхностях заметны следы износа, раковины, задиры и т.д., толкатели заменить.
4. Если на зубчатом колесе распределительного вала повреждены зубья или имеются трещины, его нужно заменить.
5. Измерить осевой зазор распределительного вала.
Для этого подсобрать вал с зубчатым колесом, надеть на передний конец распределительного вала распорное кольцо и упорный фланец, затем напрессовать зубчатое колесо и завернуть болт крепления зубчатого колеса с шайбой.
Болт затянуть моментом 55–60 Нм (5,5–6,0 кгс·м).
Щупом измерить зазор между упорным фланцем распределительного вала и ступицей зубчатого колеса, он должен быть в пределах 0,1–0,2 мм.
Устанавливают распределительный вал в порядке, обратном снятию.
Перед установкой смазать моторным маслом шейки и кулачки распредвала, толкатели и штанги толкателей. После установки отрегулировать зазоры в приводе клапанов.
Номинальные размеры и посадка сопрягаемых деталей распределительного вала двигателя мод. 402
|
|
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
||
|
Первая шейка распределительного вала |
|
Блок цилиндров |
52,0 +0,075 52,0 +0,05 |
||
|
Вторая шейка распределительного вала |
51,0 -0,02 |
Блок цилиндров |
51,0 +0,075 51,0 +0,05 |
||
|
Третья шейка распределительного вала |
50,0 -0,02 |
Блок цилиндров |
50,0 +0,05 |
||
|
Четвертая шейка распределительного вала |
49,0 -0,02 |
Блок цилиндров |
49,0 +0,075 49,0 +0,05 |
||
|
Пятая шейка распределительного вала |
48,0 -0,02 |
Блок цилиндров |
48,0 +0,075 48,0 +0,05 |
||
|
Зубчатое колесо |
|
Распределительный вал |
28,0 +0,023 28,0 +0,002 |
||
|
Толкатель клапана |
25,0 -0,008 25,0 -0,022 |
Блок цилиндров |
25,0 +0,023 |
||
|
Наконечник штанги толкателя |
8,75 +0,03 8,75 -0,02 |
Штанга толкателя |
8,75 +0,045 8,75 -0,035 |
||
|
Наименование детали |
Зазор, мм |
Натяг, мм |
|||
|
min |
max |
min |
max |
||
|
Первая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Вторая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Третья шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Четвертая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Пятая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Зубчатое колесо |
— |
0,021 |
— |
0,023 |
|
|
Толкатель клапана |
0,015 |
0,038 |
— |
— |
|
|
Наконечник штанги толкателя |
— |
— |
0,005 |
0,065 |
|
avtomechanic.ru
Толкатель змз 402, облегченный. Доработанный вариант.
Тема статьи – толкатель змз 402. На самом деле толкатели для очень большого количества нижневальников советского производства были унифицированы. Например, данные толкатели ставились почти на все нижневальное семейство змз. Они же ставились на двигатели ЗИЛ и вполне возможно на целый ряд других моторов.
Толкатель змз 402, тюнинговый вариант
 масса доработанного толкателя
масса доработанного толкателяВ двигателе змз 402 я всю дорогу делал тюнинговые детали входящие в ГБЦ: титановые тарелки и доработанные клапана. И не собирался касаться блока. Но неугомонные «драйвовцы» сподвигнули взяться за это дело. Про нужность облегчения толкателей я приведу фразу из немецкой моторной литературы. Облегчение вращающихся частей (маховик, коленвал) дает двигателю динамику раскрутки. Облегчение деталей движущихся возвратно-поступательно (шатуны, поршни, толкатели), дает повышение потолка оборотов. Изначальная масса толкателя 90гр. Масса после доработки 56 грамм. То есть разница около 35-40%, это больше чем снимается с клапанов, за это стоит побороться.
Двигатель разрушают не мощность и не обороты, а вибрации и детонации. Самый главный результат заключается не в облегчении как таковом. А в том, что достаточно тяжелые детали механизма ГРМ мы привели к одной массе. А это значит, в двигателе не будет вибраций от этого узла. Перед обработкой я взвесил 30 толкателей, разбежка по массе 3-4 грамма. Напомню, что когда мы развешиваем пару поршень-шатун, считается хорошим показателем уложиться в 2 грамма.
Обработка
 внутренняя поверхность толкателя
внутренняя поверхность толкателяНебольшая весёлая история. Человека, который мне прислал данные толкатели, зовут Евгений-ТоуРид. В разговоре перед этим он упомянул о том, что в его доступе есть станочный парк, тем не менее, толкатели были отправлены мне. Поэтому, какие-то сложности я предполагал. Когда они приехали, меня порадовала коробочка, штампы ОТК, а самое главное год производства — 1980 )) Мы с токарем не стали долго мудрить, взяли в руки напильник и «мазнули» по толкателю. Результат «ноль», если не сказать круче. Значит 20-25 единиц, точно есть. Взяли алмазный надфиль, все тот же «ноль». Значит 50-55 единиц. Обыкновенный резец такую закалку точно не берет. Пришлось в быстром порядке заказать из Финляндии сверло, по каленой стали. Им делали основной проход, а чистовой уже твердосплавом. После качества таких запчастей понимаешь, почему двигатели не самой современной конструкции ходили до капитальных ремонтов по нескольку «соток» на одометре. У моего батьки коллекционная, реэкспортная волга 1973 года, даже представить страшно, какие они там по закалке и твердости, и как будет весело их обрабатывать ))).
Результат обработки и масса получившегося толкателя представлены на фото.
Как сейчас модно писать на коробочках с компакт-дисками, отдельное спасибо хочу сказать Александру-Скайрайдеру, поскольку он дал мне конкретные размеры, по которым был сделан чертеж и данные детали.
Процесс обработки освоен, полностью расписана технологическая карта и есть специальный инструмент – Вэлкам )) Принимаются для доработки «клиентские» толкатели, с двигателей советских годов. Теперь это не страшно )).
Статьи в тему: доработанные клапана змз 402
zmz-fr.ru
Снятие и установка распредвала ЗМЗ-402
Снять ремень привода вентилятора.
Снять ремень привода генератора.
Отвернуть четыре болта 1, снять вентилятор 2 и шкив вентилятора 3.
Отвернуть четыре болта 4 и снять шкив 5 водяного насоса.
Отвернуть три гайки 2 и снять привод 1 вентилятора.
Отвернуть болт 3 и гайку 5, снять кронштейн 4 с натяжным роликом.
Отвернуть шесть болтов 7 и снять шкив 6 коленвала с гасителем крутильных колебаний в сборке.
Отвернуть стяжной болт 8 (или храповик) съемником
Снять ступицу шкива коленвала.
Отвернуть оставшиеся гайки 1 и снять крышку 2 распределительных звездочек.
Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
Для этого повернуть коленчатый вал так, чтобы совместились метки на звездочке коленвала и зубчатом колесе распределительного вала.
Снять привод распределителя зажигания.
Снять масляный фильтр.
Снять топливный насос.
Снять крышку коромысел.
Снять ось коромысел клапанов со стойками в сборе.
Вынуть штанги толкателей, предварительно пометив их номером клапана.
Отвернуть гайки 1 и снять крышку 2 толкателей вместе с прокладкой.
Вынуть толкатели 1.
Отвернуть болт 1 и снять с помощью съемника зубчатое колесо 2 распределительного вала.
Отвернуть болты 3 и снять упорный фланец распределительного вала с распорной втулкой.
Осторожно вынуть распределительный вал из блока цилиндров.
Осмотр и дефектовка
1. После снятия промыть все детали бензином, протереть и просушить.
Осмотреть распределительный вал. Если на шейках, кулачках и шестерне привода масляного насоса имеются задиры, глубокие царапины, раковины, сколы, трещины, распределительный вал заменить.
Измерить диаметры шеек распределительного вала, номинальные диаметры шеек указаны в таблице.
2. Осмотреть штанги толкателей. Погнутые штанги заменить.
Если на наконечниках штанг заметны следы износа, задиры, раковины, штанги также заменить.
Следует учесть, что длина штанги двигателя мод. 402 равна 283 мм, а двигателя мод. 4021 — 287 мм.
3. Осмотреть толкатели. Если на рабочих поверхностях заметны следы износа, раковины, задиры и т.д., толкатели заменить.
4. Если на зубчатом колесе распределительного вала повреждены зубья или имеются трещины, его нужно заменить.
5. Измерить осевой зазор распределительного вала.
Для этого подсобрать вал с зубчатым колесом, надеть на передний конец распределительного вала распорное кольцо и упорный фланец, затем напрессовать зубчатое колесо и завернуть болт крепления зубчатого колеса с шайбой.
Болт затянуть моментом 55–60 Нм (5,5–6,0 кгс·м).
Щупом измерить зазор между упорным фланцем распределительного вала и ступицей зубчатого колеса, он должен быть в пределах 0,1–0,2 мм.
Устанавливают распределительный вал в порядке, обратном снятию.
Перед установкой смазать моторным маслом шейки и кулачки распредвала, толкатели и штанги толкателей. После установки отрегулировать зазоры в приводе клапанов.
Номинальные размеры и посадка сопрягаемых деталей распределительного вала двигателя мод. 402
|
Наименование детали |
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
||
|
Первая шейка распределительного вала |
52,0 -0,02 |
Блок цилиндров |
52,0 +0,075 52,0 +0,05 |
||
|
Вторая шейка распределительного вала |
51,0 -0,02 |
Блок цилиндров |
51,0 +0,075 51,0 +0,05 |
||
|
Третья шейка распределительного вала |
50,0 -0,02 |
Блок цилиндров |
50,0 +0,05 |
||
|
Четвертая шейка распределительного вала |
49,0 -0,02 |
Блок цилиндров |
49,0 +0,075 49,0 +0,05 |
||
|
Пятая шейка распределительного вала |
48,0 -0,02 |
Блок цилиндров |
48,0 +0,075 48,0 +0,05 |
||
|
Зубчатое колесо |
28,0 +0,023 |
Распределительный вал |
28,0 +0,023 28,0 +0,002 |
||
|
Толкатель клапана |
25,0 -0,008 25,0 -0,022 |
Блок цилиндров |
25,0 +0,023 |
||
|
Наконечник штанги толкателя |
8,75 +0,03 8,75 -0,02 |
Штанга толкателя |
8,75 +0,045 8,75 -0,035 |
||
|
Наименование детали |
Зазор, мм |
Натяг, мм |
|||
|
min |
max |
min |
max |
||
|
Первая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Вторая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Третья шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Четвертая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Пятая шейка распредвала |
0,05 |
0,095 |
— |
— |
|
|
Зубчатое колесо |
— |
0,021 |
— |
0,023 |
|
|
Толкатель клапана |
0,015 |
0,038 |
— |
— |
|
|
Наконечник штанги толкателя |
— |
— |
0,005 |
0,065 |
|
avtomechanic.ru