
Обзор модельного ряда вертикально-расточных станков AZ
Компания AZ выпускает серию вертикально-расточных станков VB для расточки цилиндров двигателя и обработки плоскости блоков цилиндров (опционально).
К преимуществам данных моделей можно отнести станину с высокой жесткостью, мощные двигатели шпинделей (от 1,5 до 5,5 кВт), удобство и простоту эксплуатации, широкий диапазон обработки цилиндров (от 30 до 500 мм), максимальный ход шпинделя — 1450 мм и максимальную высоту блока — до 2160 мм.
Станки фирмы AZ Spa It хорошо зарекомендовали себя в авторемонтном сегменте благодаря высокой надежности и неприхотливости.
Сфера применения «Automotive» (Авторемонтный сегмент) – это одно из направлений производителя AZ Spa. Еще два направления – это «Aerospace» (Аэрокосмическая) и «Industrial» (Промышленная) области, где требования к параметрам точности, надежности, производительности оборудования на порядок выше. Это говорит о высоком уровне производства AZ Spa и подтверждается стандартом качества DNV-GL ISO9001:2015.
Отличительная особенность расточных станков – встроенная система центрирования, которая облегчает и позволяет ускорить процесс выставления блока. Широкий ассортимент оснастки позволяет производить ремонт практически всех моделей двигателей быстро и качественно. Обработку плоскости блока цилиндров можно осуществить при помощи опциональной фрезерной головки не меняя его базировки на станке, что положительно скажется на точности обработки и соответственно на ресурсе двигателя. Эта возможность особенно актуальна при гильзовке блоков.
Эта возможность особенно актуальна при гильзовке блоков.
Наиболее популярная модель вертикально-расточного станка VB182 M. Диапазон обработки цилиндров от 30 до 200 мм (при условии комплектации соответствующими шпинделями) позволяет производить ремонт блоков мотоциклов, легковых автомобилей, коммерческого транспорта, грузовиков и спецтехники. Максимальная длина и ширина фрезерования составляет 1200 и 350 мм соответственно.
Посмотреть станок AZ VB182 M в работе можно в нашем техническом центре.Оборудование для расточки блока цилиндров
Виды и особенности станков для расточки блока цилиндров
Сам процесс расточки цилиндров – операция не слишком долгая. Но достаточно много времени уходит на то, чтобы блок цилиндров правильно установить на рабочем столе вертикального расточного станка. Ведь геометрия расточенных цилиндров, геометрия всех других поверхностей и их положение относительно друг друга, зависят от того, насколько правильно и точно будет выставлен блок цилиндров на расточном станке.
Какие станки могут использоваться для расточки блока цилиндров?
Для решения этой задачи могут применяться три варианта станков. Первый вариант – вертикально-расточные станки для расточки блока цилиндров. Используются в подавляющем количестве случаев.
Второй вариант – координатно-расточные станки. Это более дорогое оборудование, позволяющее особо точно выставлять режущий инструмент, особо точно позиционировать блок цилиндров на рабочем станке. Все настройки режимов резания происходят в электронном виде.
Чрезвычайная точность обработки на координатно-расточных станках достигается за счет использования серводвигателей и электронного управления. Все данные по позиционированию устанавливаемого на рабочий стол блока цилиндров, все передвижения шпинделя станка высвечиваются на дисплее.
Координатно-расточные станки используются гораздо реже и только в достаточно крупных сервисах. Это связано с высокой ценой такого станка.
Вертикально-расточной станок для расточки блока цилиндров
Третий вариант станков – горизонтально-расточные. Используются крайне редко.
Используются крайне редко.
Возможен вариант, когда вместо вертикально-расточных станков используются несколько модернизированные фрезерные станки. Но нужно сказать, что проблема таких станков в том, что часто не удается достигнуть нужной точности резания и основное – точно выполнить установку блока цилиндров на рабочий стол станка.
Расположение цилиндров в двигателе может быть как вертикальным, так и V-образным. Поэтому существуют разные рабочие столы на вертикально-расточных станках. Если для установки и позиционирования блока цилиндров с вертикальным расположением цилиндров подойдет станок с обычным рабочим столом, на котором блок цилиндров устанавливается на горизонтальной плоскости, то для V-образных двигателей нужен поворотный рабочий стол, чтобы совместить оси цилиндров с осью шпинделя.
Основная проблема расточки блока цилиндров заключается именно в том, чтобы правильно позиционировать блок цилиндра по отношению к нескольким плоскостям.
Координатно-расточной станок для расточки блока цилиндров
Если это сделано неправильно или не совсем точно, можно получить вместо идеально расположенных поверхностей, поверхности которые будут несоосны и не перпендикулярны.
Это связано с тем, что при проточке на расточном станке может появляться конусность цилиндров. Или не исчезнет эллипсоидность цилиндров. А именно устранение эллипса цилиндра является одним из приоритетов расточки.
Некоторые станки для расточки блока цилиндров поддерживают функцию хонингования головки цилиндра. Для этого в шпиндель вставляется хонинговальная головка. Процесс хонингования обычно происходит после выполнения проточки цилиндров на расточном станке. В некоторых случаях хонингование происходит вместо классической расточки.
Для чего нужна расточка цилиндров двигателя?
Расточка цилиндров нужна, если цилиндры двигателя потеряли свою геометрическую форму в процессе эксплуатации. Это происходит в результате трения колец поршня о поверхность цилиндра. Изменение геометрии цилиндра, естественно не такое, чтобы его можно было увидеть невооруженным взглядом. Изменение формы (эллипсность или конусность) цилиндра выясняется при помощи специального мерительного инструмента, который вставляется в шпиндель расточного станка. Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Изменение геометрии цилиндра, естественно не такое, чтобы его можно было увидеть невооруженным взглядом. Изменение формы (эллипсность или конусность) цилиндра выясняется при помощи специального мерительного инструмента, который вставляется в шпиндель расточного станка. Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Кроме изменения геометрии цилиндра выполняется и изменение диаметра цилиндра в процессе работы. Причем это происходит неравномерно. В процессе проточки поверхностей диаметр цилиндра, естественно, увеличивается. Но цилиндр нельзя растачивать бесконечно, и потом ставить новые кольца под расточенный размер. Существуют определенные пределы ремонтной расточки. Как только достигается этот предел дальше растачивать нельзя. И нужно менять весь узел.
Горизонтально-расточной станок для расточки блока цилиндров
Расточка цилиндров убирает раковины, или механический износ, который образуется на зеркале цилиндра. Убираются так же задиры и заусенцы.
При работе двигателя внутри цилиндров образуется выработка в виде вертикальных рисок. И это приводит к тому, что происходит, своего рода, разгерметизация всей системы. Т.е. кольца поршня могут и прилегать нормально к поверхности цилиндра, но за счет вертикального дефекта, газы будут прорываться не в ту сторону. Расточка, при определенной глубине такого дефекта, может спасти.
Расточка цилиндра выполняется и в случае, если двигатель подвергается форсированию. Это нужно для того, чтобы увеличить мощность двигателя, за счет увеличения объема цилиндра.
Но следует понимать, что если просто расточить цилиндры и увеличить объем двигателя, форсирование двигателя, как таковое не произойдет.
Нужен целый комплекс мероприятий, по увеличению поступления воздуха, отладки газораспределительной системы, замены выхлопной системы под новые условия. Отлаживается или меняется топливная система.
Нужно понимать, что без опыта работы на расточном станке, именно в плане расточки цилиндров, браться за такую работу нерационально. Даже вполне подготовленный токарь-расточник не всегда справится с этой задачей. Слишком много ошибок можно допустить, прежде всего, по позиционированию блока цилиндров на рабочем столе станка.
Вертикально-расточные станки для ремонта блока цилиндров
Максимальный диаметр расточки | мм | 31 — 155 |
Максимальная глубина расточки | мм | 350 |
Максимальная ширина фрезерования | мм | 298 |
Макс. площадь фрезерования | мм | 200 x 825 |
Максимальное перемещение головки шпинделя (диам) | мм | 530 |
Расстояние от оси шпинделя до колонны | мм | 335 |
Размер рабочего стола | мм | 400 x 1000 |
Макс. | мм | 880 |
Максимальное поперечное перемещение стола | мм | 100 |
Скорости вращения шпинделя (6) | Об/мин | 105 — 210 — 280 |
Скорость подачи рабочей головки шпинделя (3), за оборот | мм | 0.06 — 0.12 — 0.18 |
Подача головки шпинделя быстрая, вверх/ вниз, в минуту | мм | 1200 |
Скорость подачи стола (2), в минуту | мм | 52 — 104 |
Рабочая подача головки шпинделя и вращение шпинделя | кВт | 1.2 — 0.9 |
Быстрый ход шпиндельной головки вверх и вниз | кВт | 0.060 |
Подача стола | кВт | 0.072 |
Заточный станок | кВт | 0. |
Размеры станка (ДхШхВ) | мм | 2570х1175х1920 |
Вес нетто | кг |
1800 |
Вес брутто | кг | 2000 |
Сроки изготовления | раб./дней | 90 |
 перемещение стола
перемещение стола 190
190CB155 стандартная комплектация: 1. Параллельная опора
2. Измерительный прибор
CB155M стандартная комплектация: 1. Универсальный адаптер 2. Фрезерная головка 3. Ms3 step down bush 4. Параллельная опора
5. Измерительный прибор
Дополнительная комплектация (для CB155/CB155M)
1. MA31 шпиндель с измерительным прибором 2. MA52 шпиндель с измерительным прибором 3. MA60 шпиндель 4. MA53 и MA60 используйте такой же измеряющий прибор 5. Встроенное быстрое зажимное приспособление 6. Универсальное приспособление V-блока 7. Приспособление V-блока 90 и 60
8. Зажимное устройство цилиндра мотоцикла
Зажимное устройство цилиндра мотоцикла
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| Диапазон рабочего диаметра | 39 — 180 мм |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 — 1000 об/м |
| Скорость вращения шпинделя шаг | 5 — 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0. 42 — 0.80 мм / с 42 — 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 — 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 — 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.

- Станок имеет небольшой размер, с рабочей зоной не больше 1.5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
- Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.
- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.

| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков. Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A |
| Максимальная длина расточки, мм | 400 | 500 | 500 |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | ||
| Плоскость шлифования, мм | 400 × 1000 | ||
| Максимальный диаметр сверления, мм | 30 | ||
| Плоскость фрезерования, мм | 400 × 1000 | ||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | ||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | ||
| Перемещение шпинделя, мм | 700 | ||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | ||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | ||
| Продольная подача стола, мм/мин | 32 до 1350 | ||
| Рабочая поверхность стола, мм | 500 × 1250 | 500 × 1500 | |
| Максимальное поперечное перемещение стола, мм | 200 | ||
| Максимальное продольное перемещение стола, мм | 1500 | ||
| Количество Т-образных пазов | 5 | ||
| Мощность двигателя, кВт | 42860 | ||
| Точность | Шероховатость при фрезеровании | Ra 3. 2 2 | |
| Шероховатость при расточке | Ra 2.5 | ||
| Измеренная точность | H7 | ||
| Шероховатость при шлифовании | Ra 0.8 | ||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | ||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | ||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 |
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т. ч. вертикальные)
- Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | |
| Максимальная длина расточки, мм | 450 | 650 | |
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | |
| Скорость подачи шпинделя, мм | 0. 05, 0.10, 0.20 05, 0.10, 0.20 | ||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | |
| Ускоренные перемещения шпинделя, м/мин | 23774 | ||
| Перемещение шпинделя, мм | 500 | 800 | |
| Перемещение стола | Поперечное, мм | 100 | 150 |
| Продольное, мм | 800 | 1500 | |
| Размер стола, мм | 1200 × 500 | 1680 × 450 | |
| Быстрые перемещения, мм / мин | 2800 | ||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | |
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | |
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 |
| Двигатель ускоренных перемещений, кВт | 0.75 | ||
| Масса нетто / брутто, кг | 2000 / 2200 | 3500 / 3700 |
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.
| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0.09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0. 85 / 1.1 кВт 85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0.6 МПа |
Вертикально-расточные станки ROBBI для расточки блоков и цилиндров
Расточные станки ROBBI — это недорогие, но качественные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей. Станки предназначены для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.
Станки модификаций S, а также станки моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования. Окраска в любой цвет по выбору заказчика.
Окраска в любой цвет по выбору заказчика.
Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ:
- Исключительная жесткость и точность станка благодаря литой чугунной станине.
- Плавная регулировка частоты вращения и вертикальной подачи шпинделя, а также подачи стола.
- Большой выбор расточных шпинделей и приспособлений.
- Быстрые снятие/установка шпинделей.
- Быстрое и точное центрирование шпинделя в цилиндре по индикатору на расточной бабке.
- Быстрая настройка верхнего и нижнего крайних положений шпинделя.
- Простое крепление V-образных и рядных блоков цилиндров.
- Быстрая установка фрезерной головки для обработки плоскости.
- Возможность установки сегментированного шлифовального круга для шлифования плоскостей
- Возможность установки хонинговальных головок для ручного хонингования отверстий.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Диаметры расточки со стандартными шпинделями | мм | 31-150 | 31-180 | 31-320 | 31-320 | 31-400 |
| Максимальная глубина расточки | мм | 380 | 460 | 700 | 860 | 1100 |
| Максимальное вертикальное перемещение расточной головки | мм | 580 | 830 | 930 | 1230 | 1330 |
| Расстояние от стола до расточной головки | мм | 1090-510 | 1260-430 | 1530-600 | 1860-600 | 2130-600 |
| Максимальное расстояние от шпинделя до направляющих колонки | мм | 280 | 340 | 370 | 450 | 520 |
| Используемые размеры стола | мм | 900×370 | 1200×400 | 1550×500 | 1800×600 | 3000×700 |
| Обрабатывающая поверхность для верхней плоскости блока* | мм | 250* | 320* | 380* | 420* | 480* |
| Продольный ход стола | мм | 880 | 980 | 1530 | 1780 | 2530/2950 |
| Поперечный ход стола | мм | 65 | 80 | 130 | 180 | 230 |
| Скорость вращения шпинделя | об/мин | 240-480 | 0-500 | 0-500 | 0-500 | 0-500 |
| Автоматическая подача расточной головки | мм/об | 0,13 | 0,09-0,18 | 0,05-0,25 | 0,05-0,25 | 0,05-0,25 |
| Автоматическая подача стола для обработки плоскости* | мм/мин | — /40-80 | — /40-80 | — /40-80 | 0-150 | 0-150 |
| Главный шпиндельный двигатель вращения | кВт | 1-0,75 | 2 | 3 | 5 | 7,5 |
| Двигатель быстрой подачи расточной головки | кВт | 0,75 | 0,75 | 0,75 | 0,75 | 1,25 |
| Двигатель быстрой автоматической подачи стола для обработки плоскости* | кВт | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* |
| Двигатель привода расточной головки | кВт | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 |
| Габариты: длина x ширина x высота | мм | 1700x1080x2000 | 1800x1200x2170 | 2150x1350x2400 | 2800x1500x3170 | 4150x1750x3400 |
| Требуемое рабочее пространство для установки станка | мм | 2580x1145x2230 | 2780x1250x2570 | 3680x1480x2700 | 4780x1750x3570 | 5680x2480x3700 |
| Приблизительно чистый вес | кг | 1350 | 1600 | 2400 | 3600 | 4400 |
| Приблизительно вес брутто | кг | 1600 | 1850 | 2750 | 3850 | 4750 |
| Размеры и объем упаковки | м/м3 | 1,36×1,24×2,20= 3. 710 710 | 1,56×1,30×2,30= 4,664 | 2,65×1,5×2,54 = 6,1215 | 3,56×2,30×3,30= 8,664 | 3,65×2,5×3,54 = 10,1215 |
* Для модификаций станков S и SPES, предусматривающих возможность обработки плоскости блоков цилиндров.
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
- Электрическое оборудование с системой управления низкого напряжения.
- Полный комплект оснастки, включая фрезерную головку и инструмент для обработки плоскости блоков (модификации S, SPES).
- 2 параллели 100мм с болтами.
- 2 параллели 220мм с болтами (300мм для MAX и SPES).
- 4 фиксирующих зажима с болтами.
- Система управления процессом расточки.
- Система центрирования.
- Система управления подачей расточной головки.
- Набор гаечных ключей.
- Инструкция по эксплуатации и список запасных частей.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)
- Электронная система быстрого центрирования с LCD-дисплеем
- Автоматическая плавно переменная подача стола 0-150 мм/мин
- Приспособления и инструмент для заточки резцов, включая электрический двигатель, абразивный круг, алмазный круг, зажимное приспособление.
- Расточные шпиндели различных размеров, комплекты режущего и измерительного инструментом, а также центрирующих устройств.
- Специальный сверлильный шпиндель с конусом Морзе №3.
- Крепление для быстрого зажима рядных блоков цилиндров.
- Универсальное крепление для V-образных блоков.
- Универсальное крепление для зажима гильз.
- Крепление для зажима цилиндров мотоциклов.
- Специальный шпиндель для обработки плоскостей с конусом Морзе №3.
- Нутромеры для измерения диаметра цилиндра различных диапазонов.
- Специальный шлифовальный шпиндель с сегментированным шлифовальным кругом для прецизионной обработки плоскостей.
- Специальное хонинговальное приспособление для хонингования цилиндров с системой подачи СОЖ.

Регулируемое наклонное крепление для зажима V-образных блоков цилиндров. | Автоматическая плавно переменная подача стола | ||
Комплекты расточных шпинделей | Приспособление для заточки резцов |
Наиболее полная информация о расточных станках ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
Скачать инструкцию по эксплуатации расточного станка для расточки блоков цилиндров в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
СМЦ «АБ-Инжиниринг» также поможет сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Вы можете отправить запрос на станочное оборудование ROBBI с нашего сайта.
Сравнение станков ROBBI со станками других производителей
Другие станки ROBBI…
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Стенд для расточки Comec AC170F. Гаражное оборудование: Стенды для расточки цилиндров
www.garant-techservice.ru/product/st%25d0%25b5nd-dlya-rastochki-comec-ac170f
 com/embed/Iq9N49F0oHg» frameborder=»0″ allowfullscreen=»»/>
com/embed/Iq9N49F0oHg» frameborder=»0″ allowfullscreen=»»/>
Стенд для расточки Comec AC170F |
Стенд для расточки Comec AC200 |
Стенд для расточки Comec ACF200 |
| Диаметр растачивания,мм | 35 — 170 |
| Максимальное вертикальное перемещение режущего инструмента, мм | 670 |
| Максимальное расстояние между режущим инструментом и столом, мм | 940 |
| Расстояние от центра шпинделя до колонны, мм | 290 |
| Скорость вращения шпинделя, об/мин | 75 — 850 |
| Скорость подачи шпинделя, мм/мин | 0 — 185 |
| Размеры рабочего стола, мм | 1040х370 |
| Максимальный продольный ход стола, мм | 1000 |
| Максимальный поперечный ход стола, мм | 200 |
| Скорость подачи стола, мм/мин | 0 — 570 |
| Мощность двигателя шпинделя, кВт | 1,5 |
| Мощность двигателя ускоренной подачи, кВт | 0,37 |
| Габаритные размеры (ДхШхВ), мм | 2140х1020х2000 |
| Вес, кг | 1130 |
Расточные станки для расточки блока цилиндров в двигателе
Каталог расточных станков
Аппараты предназначены для проточки и чистки цилиндров в двигателях. Купить расточные станки по низкой цене можно в нашем интернет-магазине. В каталоге представлены: переносная хонинговая установка для устранения шероховатостей и придания нужной формы изделию, работающая с номинальной частотой вращения – от 95 до 165 оборотов в минуту от источника электрического питания в 380 В. К нему же отдельно прилагаются головки для хонингования цилиндров с разными пределами раздвижения брусков – от 65 мм до 117 мм.
Купить расточные станки по низкой цене можно в нашем интернет-магазине. В каталоге представлены: переносная хонинговая установка для устранения шероховатостей и придания нужной формы изделию, работающая с номинальной частотой вращения – от 95 до 165 оборотов в минуту от источника электрического питания в 380 В. К нему же отдельно прилагаются головки для хонингования цилиндров с разными пределами раздвижения брусков – от 65 мм до 117 мм.
Купить координатно расточный станок
Купить координатно-расточный станок можно на нашем сайте. Свяжитесь с нашими менеджерами по номеру телефона или напишите на электронную почту. Специалисты обязательно ответят на все ваши вопросы и помогут сделать правильный выбор. Забрать изделия можно со склада во Владимире, а также воспользоваться доставкой транспортной компании.
Уважаемые посетители сайта и потенциальные клиенты. Руководство сайта www.ural-k-s.ru доводит до Вашего сведения, что вся информация, размещенная на нашем сайте, имеет рекламный характер, не содержит предложения со всеми существенными условиями договора, из которого усматривается воля лица, делающего предложение, заключить договор на указанных в предложении условиях (публичная оферта), а является приглашением делать оферту, предусмотренную п. 1 ст. 437 Гражданского Кодекса Российской Федерации.
1 ст. 437 Гражданского Кодекса Российской Федерации.
Все существенные условия по приобретению рекламируемой продукции будут указываться в договоре купли-продажи.
Всю необходимую информацию по комплектации, ценам, приобретению и поставке рекламируемой на сайте продукции Вы можете получить у наших специалистов по телефонам: +7 (495) 955-76-56.
Цены на товар рассчитаны в рублях по курсу доллара и евро, на момент размещения продукции на сайте, окончательная цена продукции рассчитывается по действующему курсу иностранных валют. Для уточнения данной информации Вы можете позвонить нашим менеджерам или сделать запрос на электронный адрес.
Как просто сделать расточку блока цилиндров
Как известно, во время работы двигателя максимальную нагрузку испытывают на себе блок цилиндров и поршни двигателей. Это обусловлено тем, что эти детали работают в жестких условиях повышенной температуры и давления, даже если кажется, что двигатель автомобиля работает плавно и тихо. В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
Это обусловлено тем, что эти детали работают в жестких условиях повышенной температуры и давления, даже если кажется, что двигатель автомобиля работает плавно и тихо. В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
Содержание статьи
Для чего нужна расточка?
Расточка – процесс восстановления необходимой геометрии, а также создание необходимого расстояния между стенками цилиндра и поршнями. Как известно, цилиндр очень редко выходит из строя, но иногда, такое может произойти. Да, далеко не каждый из цилиндров изнашивается раньше времени, но все-таки, с техникой бывает всякое. Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров – значит восстановить качественную работу двигателя автомобиля. Как определить, что они износились, и что им необходима реабилитация?
Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров – значит восстановить качественную работу двигателя автомобиля. Как определить, что они износились, и что им необходима реабилитация?
Первым признаком износа является изменение первоначальных размеров кольца поршня. В случае, когда размер меняется хотя бы на пять сотых миллиметра, это верный знак того, что цилиндр в срочном порядке, нужно растачивать. Вторым параметром является изменение размера в местах соприкосновения поршневой юбки со стенками цилиндра. В этом случае даже при отклонении от нормы на три десятых миллиметра чревато последствиями.
Как уже говорилось выше, эти изменения не возможно поймать на глаз. Диагностику и проверку поршней желательно проверять во время планового осмотра при помощи специального инструмента.
Таким образом, даже при изменении на, казалось бы, столь мизерные размеры, необходимо проводить реанимацию системы. Но, более важным, и в это же время опасным, есть образование на стенках цилиндра дефекта в виде ступеньки. Именно этот дефект ускоряет износ не только поршней, но и посадочное место под кольца на поршне, а звук от трения/ударов весьма ощутим. В результате в работе двигателя машины происходит появление вибраций. К тому же, образование формы поршня в эллиптическую мешает плотному примыканию колец к стенкам. Что может привести к нарушению компрессии в двигателе, а также к перерасходу топлива и масла? В худшем случае кольца могут развалиться из-за постоянных ударных нагрузок, что приведет к тому, что стенки цилиндра получат повреждения такой степени, что никакая расточка уже не исправит появившееся дефекты. А это значит, что цилиндр, к сожалению, придется выбросить.
Именно этот дефект ускоряет износ не только поршней, но и посадочное место под кольца на поршне, а звук от трения/ударов весьма ощутим. В результате в работе двигателя машины происходит появление вибраций. К тому же, образование формы поршня в эллиптическую мешает плотному примыканию колец к стенкам. Что может привести к нарушению компрессии в двигателе, а также к перерасходу топлива и масла? В худшем случае кольца могут развалиться из-за постоянных ударных нагрузок, что приведет к тому, что стенки цилиндра получат повреждения такой степени, что никакая расточка уже не исправит появившееся дефекты. А это значит, что цилиндр, к сожалению, придется выбросить.
Итак, чтобы восстановить блок цилиндров необходимо применить метод расточки, но для полного восстановления необходимо создание относительной оси и допустимого расположения всех поверхностей.И для этого применяется метод обработки металла под названием хонингование.
Процедура расточки и хонингования
Для того, чтобы провести расточку, необходимо обращаться к специалисту, то есть отгонять машину на станцию технического обслуживания, где есть специальное оборудование, а именно станок для расточки блока цилиндров.
Для выполнения такого рода работы применяется станок с вертикальной подачей. Учитывая тот факт, что это вовсе не сложная работа, но ее качество напрямую зависит от новизны оборудования и от профессионализма станочника. Самой важной задачей является создание цилиндрической формы, это не только главная задача, но и самая сложная. Поэтому пред тем как приступить к обработке, необходимо провести калибровку станка, что бы добиться правильной наружной геометрии на поверхности.
Так же одной из задач является удаление конусности цилиндра. Очень важно выдержать минимальные параметры изменения, это можно сделать, только применяя станок для расточки блока цилиндров, который имеет точность до одной сотой миллиметра. Не маловажной задачей при расточительных работах является соблюдение высокого требования относительно чистоты обрабатываемой поверхности. Высокая степень чистоты – залог быстрой притирки новых деталей.
Итак, как работает станок для расточки блока цилиндров? Заготовка устанавливается и закрепляется на рабочей поверхности станка.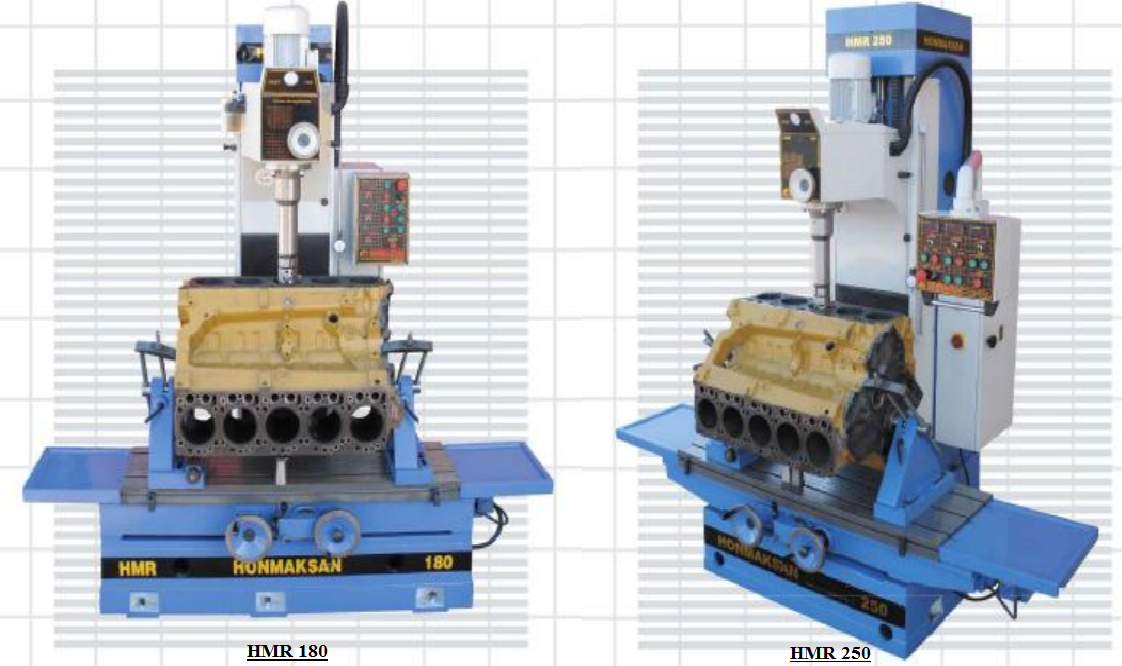 Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.
Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.
Хонинговка блока цилиндров – необходимая процедура после проведения расточных работ. Этот процесс применяется для достижения максимально круглого и ровного отверстия при условии соблюдения определенного качества поверхностей. Одним словом – это окончательный метод обработки. Процесс хонингования блока цилиндров происходит при постоянном соприкосновении инструмента с заготовкой. Удаление ненужного слоя происходит при помощи шлифовальных средств. Иногда этот процесс называют перекрестным шлифованием. Потому что он одновременно позволяет выполнять движения радиальное и относительно оси. Что бы получить необходимую крутизну углов, мастер регулирует скорость вращения шлифовального материала и скорость подачи заготовки.
Видео “Расточка блока цилиндров”
Посмотрев видеозапись Вы увидите, как происходит процесс расточки блока цилиндров у автомобиля марки “ВАЗ”.
Станок отделочно-расточной для расточки блоков цилиндров ЛТ-520
Если Вам необходимо купить Станок отделочно-расточной для расточки блоков цилиндров ЛТ-520 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок отделочно-расточной для расточки блоков цилиндров ЛТ-520 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Мобильные (портативные) расточные станки CLIMAX
Мобильные (портативные) расточные станки Climax предназначены для токарной обработки внутренних цилиндрических поверхностей диаметром от 38 мм до 3000 мм, торцевых плоских поверхностей диаметром до 2500 мм,
(расточки вала, блока, цилиндра) с точностью, качеством и скоростью, как современные высокоточные стационарные станки.
Специально разработанные крепления со сферическими подшипниками, самоцентрирующиеся монтажные конусы, подвижные приводы вращения и подачи упрощают монтаж и настройку, и позволяют применять данное портативное оборудование для работы в любом пространственном положении, условиях ограниченного пространства
.
Все модели портативных расточных станков CLIMAX могут комплектоваться электрическим, пневматическим или гидравлическим приводом вращения расточной штанги, мобильными автоматическими наплавочными комплексами, высокоточными системами позиционирования и юстировки.
Мобильный расточной станок BB3000
- Диаметр расточной штанги — 31,8 мм
- Диаметры растачивания — 38,1-127 мм
- Осевой ход — 254 мм
- Крутящий момент на расточной штанге — 54,2 Н·м
видео
заказать
Горизонтально-расточные станки
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.
Рисунок 1. Горизонтально-расточной станок
Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка — шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.

Рисунок 2. Планшайба расточного станка.
Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Мобильный расточной станок BB4500
- Диаметр расточной штанги — 44,5 мм (31,8 мм опционально)
- Диаметры растачивания — 38,1-254 мм
- Осевой ход — 609,6 мм
- Крутящий момент на расточной штанге — до 565,4 Н·м
описание видео
заказать
Мобильный расточной станок BB5000
- Диаметр расточной штанги — 57,2 мм (44,5 мм, 31,8 мм опционально)
- Диаметры растачивания — 38,1-609,6 мм
- Осевой ход — 914,4 мм
- Крутящий момент на расточной штанге — до 1036 Н·м
описание видео
заказать
Мобильный расточной станок BB5500 (райбер)
- Диаметр расточной штанги — 63,5 мм (47,6 мм опционально)
- Диаметры растачивания — 50,8-106,7 мм
- Максимальный ход — длина штанги
- Крутящий момент на расточной штанге — 88,1 Н·м
- Тип привода — пневматический, гидравлический
описание видео
заказать
Разнообразие расточного оборудования
Но не только координатные станки имеют свои особенности, но и другие типы расточного оборудования имеют индивидуальные технические характеристики. Сюда можно отнести и скорость, которая является повышенной, и процедуры, совершающие режущие действия, и небольшие подачи. Все типы станков делятся по своим характеристикам на одношпиндельные и многошпиндельные. Могут они быть и горизонтальными и вертикальными, а также односторонние или же двухсторонние.
Сюда можно отнести и скорость, которая является повышенной, и процедуры, совершающие режущие действия, и небольшие подачи. Все типы станков делятся по своим характеристикам на одношпиндельные и многошпиндельные. Могут они быть и горизонтальными и вертикальными, а также односторонние или же двухсторонние.
Алмазные станки можно встретить на различных комбинатах, основное направление которых создание изделий для авиации, автомобилей и сельского хозяйства. Такое оборудование работает только с теми изделиями, которые обрабатываются лишь только при помощи специальных режущих предметов, которые имеют твердосплавные и высокоточные характеристики. Они позволяют разрезать самые разные детали: цилиндрические блоки, двигательные гильзы, необходимые для транспортных средств, блочные головки и шатуны.
Горизонтальные токарные станки являются разновидностями уже известного координатного оборудования. Они различаются движением и расположением шпинделя. Довольно редко используется в настоящее время расточное оборудование.
Мобильный расточной станок BB6100
- Диаметр расточной штанги — 88,9 мм
- Диаметры растачивания — 152,4-1069,3 мм
- Максимальный ход — длина штанги
- Крутящий момент на расточной штанге — до 2467,6 Н·м
описание видео
заказать
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| Диапазон рабочего диаметра | 39 — 180 мм |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 — 1000 об/м |
| Скорость вращения шпинделя шаг | 5 — 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0.42 — 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 — 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 — 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.
- Станок имеет небольшой размер, с рабочей зоной не больше 1.5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
- Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.
- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.

| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков. Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A | |
| Максимальная длина расточки, мм | 400 | 500 | 500 | |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 | |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | |||
| Плоскость шлифования, мм | 400 × 1000 | |||
| Максимальный диаметр сверления, мм | 30 | |||
| Плоскость фрезерования, мм | 400 × 1000 | |||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | |||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | |||
| Перемещение шпинделя, мм | 700 | |||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | |||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | |||
| Продольная подача стола, мм/мин | 32 до 1350 | |||
| Рабочая поверхность стола, мм | 500 × 1250 | 500 × 1500 | ||
| Максимальное поперечное перемещение стола, мм | 200 | |||
| Максимальное продольное перемещение стола, мм | 1500 | |||
| Количество Т-образных пазов | 5 | |||
| Мощность двигателя, кВт | 42860 | |||
| Точность | Шероховатость при фрезеровании | Ra 3. 2 2 | ||
| Шероховатость при расточке | Ra 2.5 | |||
| Измеренная точность | H7 | |||
| Шероховатость при шлифовании | Ra 0.8 | |||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | |||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | |||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 | ||
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т. ч. вертикальные)
- Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C | |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | ||
| Максимальная длина расточки, мм | 450 | 650 | ||
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | ||
| Скорость подачи шпинделя, мм | 0. 05, 0.10, 0.20 05, 0.10, 0.20 | |||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | ||
| Ускоренные перемещения шпинделя, м/мин | 23774 | |||
| Перемещение шпинделя, мм | 500 | 800 | ||
| Перемещение стола | Поперечное, мм | 100 | 150 | |
| Продольное, мм | 800 | 1500 | ||
| Размер стола, мм | 1200 × 500 | 1680 × 450 | ||
| Быстрые перемещения, мм / мин | 2800 | |||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | ||
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | ||
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 | |
| Двигатель ускоренных перемещений, кВт | 0. 75 75 | |||
| Масса нетто / брутто, кг | 2000 / 2200 | 3500 / 3700 | ||
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.
| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0. 09 мм/с 09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0.85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0.6 МПа | |
Мобильный расточной станок BB7100
- Диаметр расточной штанги — 127 мм
- Диаметры растачивания — 260,4-1587,5 мм
- Максимальный ход — длина штанги
- Крутящий момент на расточной штанге — до 3930 Н·м
описание видео
заказать
Координатно-расточные работы: расточка отверстий
Выполняем координатно-расточные работы на заказ от одной штуки в Москве и Московской области.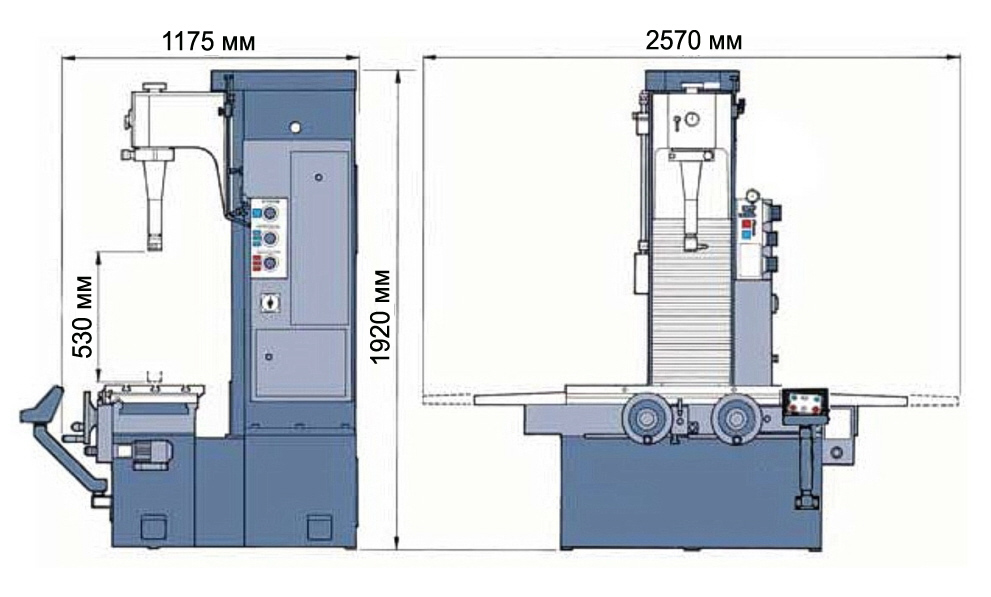
Расточные работы, выполняются на расточных станках и занимают особое место в условиях индивидуальной и мелкосерийной обработки деталей сложной геометрической формы. Они отличаются особой точностью и высокой ответственностью. Одним из наиболее сложных видов деталей, обрабатываемых на расточных станках, являются корпуса узлов и механизмов. Заготовки корпусных деталей обычно имеют литую или сварную конструкцию и стоят очень дорого из-за сложности формы, трудности механической обработки.
Выполняем координатно-расточные работы (расточка отверстий) в Москве и области по низким ценам, заказать услуги по координатно-расточным работам (отверстий) можно по телефону или через форму заказа.
Расточка отверстий во фланце на координатно-расточном станке:
Расточка отверстий на горизонтально-расточном станке:
На нашем предприятии изготовление механизма или узла начинается с производства корпуса изделия. Заготовки для корпусов изготавливаются из стального листа с помощью лазерной, гидроабразивной или плазменной резки с последующей фрезеровкой. Сборка корпусов производится на стапеле с применением различного рода приспособлений. Затем производится сварка корпуса полуавтоматической сваркой. Далее корпус обрабатывается на координатно-расточном станке с минимальными допусками и с соблюдением всех геометрических пропорций.
Сборка корпусов производится на стапеле с применением различного рода приспособлений. Затем производится сварка корпуса полуавтоматической сваркой. Далее корпус обрабатывается на координатно-расточном станке с минимальными допусками и с соблюдением всех геометрических пропорций.
Расточная работа является заключительным и самым ответственным этапом изготовления корпусов механизмов. При выполнении расточных работ в обрабатываемой детали сверлятся и растачиваются все необходимые отверстия, нарезаются резьбы для крепления деталей, исправляются дефекты геометрии корпуса. Расточка отверстия во втулке на координатно-расточном станке:
Растачивание отверстий в заготовке:
Добавить в Анти-Баннер
Мобильный расточной станок BB8100
- Диаметры расточной штанги — 203,2 мм
- Диаметры растачивания — 459,7-2481,6 мм
- Максимальный ход — длина штанги
- Крутящий момент на расточной штанге — до 8227 Н·м
описание видео
заказать
Транспортабельный расточной станок для токарной обработки фланцев TDF-05
Станок был разработан для расточки уплотнительных поверхностей на фланцах, диапазон расточки от 0 до 250 мм. Плоская конструкция станка в 230 мм делает его незаменимым при обработке уплотнительных поверхностей во встроенных арматурах, в цилиндрах, насосах и в корпусах турбин.
Плоская конструкция станка в 230 мм делает его незаменимым при обработке уплотнительных поверхностей во встроенных арматурах, в цилиндрах, насосах и в корпусах турбин.
Станок TDF-05A поставляется с электро- или пневмоприводом. Приводы могут беспроблемно взаимозаменяться. Для этого следует только ослабить крепление мотора.
Преимущества:
- Станок может снимать фаску на фланцах и обрабатывать канавки, как они требуются, например, для уплотнений с кольцом-О. При этом обработка может проводиться в любом положении, даже над головой.
- Ручную осевую подачу резца можно изменять во время работы станка. Предназначена для расточки посадочных мест вентиля, для врезки в торцевую поверхность и для подачи на резку.
- Станок оснащён автоматической радиальной подачей (подача вращения). Центральный приводной вал, соединённый с главным шпинделем, служит в качестве привода для поперечной расточной головки, прифланцованной к нижнему концу главного шпинделя. Предохранительная муфта между приводным валом и главным шпинделем предотвращает перегрузку станка, при перегрузке станка подача отключается.
- При эксплуатации станка автоматическая поперечная подача может быть в любое время включена или отключена. При перегрузке или при достижении максимального хода салазок подача автоматически отключается с помощью встроенной предохранительной муфты.

При обработке конусных поверхностей мы рекомендуем приобретение угловой расточной головки.
Разнообразные возможности обработки:
Цилиндро-расточно-фрезерный станок — CB155M_Станок для растачивания цилиндров_Станок для восстановления двигателя_Продукты_THL Станки и расходные материалы для двигателейостроителей.
Копия Berco AC650M
Точность, быстрая работа и надежность — вот основные характеристики сверлильных станков CB155 и CB155M. Эти две модели, одинаковые по размерам и конструкции, отличаются только ручным перемещением системы привода стола на CB155 и приводным механизмом перемещения на CB155M.
Рабочий объем | ||
Скучная способность | мм (дюйм) | 31 — 155 (1. |
Максимум. глубина бурения | мм (дюйм) | 350 (13,78 дюйма) |
Максимум. ширина фрезерования | мм (дюйм) | 298 (11.73 ”) |
Макс.площадь фрезерования | мм (дюйм) | 200 x 825 (7,87 x 32,48 дюйма) |
Геометрические элементы | ||
Максимальный ход шпиндельной головки (D) | мм (дюйм) | 530 (20.87 ”) |
Расстояние между стержнями C / L и направляющими колонн | мм (дюйм) | 335 (13,20 дюйма) |
Полезная поверхность стола | мм (дюйм) | 400 х 1000 (15. |
Макс.перемещение стола | мм (дюйм) | 880 (34,64 дюйма) |
Максимальное поперечное смещение стола | мм (дюйм) | 100 (3.94 ”) |
Скорости | ||
Скорость вращения шпинделя (6) | об / мин | 105 ÷ 210 ÷ 280 (390 ÷ 550 ÷ 780) |
Скорость рабочей подачи шпиндельной головки (3), за оборот | мм (дюйм) | 0.06 ÷ 0,12 ÷ 0,18 (0,0024 «÷ 0,0047» ÷ 0,0071 «) |
Быстрая подача шпиндельной головки вверх и вниз, в минуту | мм (дюйм) | 1200 (47,24 дюйма) |
Скорость рабочей подачи стола (2), в минуту | мм (дюйм) | 52 ÷ 104 (2. |
Мощность двигателя | ||
Рабочая подача шпиндельной головки и вращение шпинделя | кВт | 1.2 ÷ 0,9 (1,6 ÷ 1,2 л.с.) |
Быстрое перемещение шпиндельной головки вверх и вниз | кВт | 0,060 (0,080 л.с.) |
Перемещение стола | кВт | 0.072 (0,094 л.с.) |
Шлифовальный инструмент | кВт | 0,190 (0,250 л.с.) |
Размеры | ||
Длина (А) | мм (дюйм) | 2570 (101 дюйм) |
Ширина (B) | мм (дюйм) | 1175 (46. |
Высота (C) | мм (дюйм) | 1920 (75,59 дюйма) |
Масса | ||
Прибл.вес, без упаковки | кг (фунты) | 1240 (2731) 1250 (2753) |
Прибл. вес, в океанской упаковке | кг (фунты) | 1540 (3392) 1550 (3414) |
 22 ”÷ 6,10”)
22 ”÷ 6,10”) 75 дюймов x 39,37 дюйма)
75 дюймов x 39,37 дюйма) 05 ”÷ 4,10”)
05 ”÷ 4,10”) 25 ”)
25 ”)CB155 стандартная комплектация:
1.Параллельная поддержка
2. Измерительное устройство
CB155M Стандартная комплектация:
1. Универсальный адаптер
2. фрезерная головка
3. Втулка понижающая МС3
4. параллельная поддержка
5. Измерительное устройство
Дополнительный компонент (для CB155 / CB155M)
1. Шпиндель МА31 с измерительным устройством
Шпиндель МА31 с измерительным устройством
2. Шпиндель MA52 с измерительным устройством.
3. Шпиндель MA60
4. (MA53 и MA60 используют одно и то же измерительное устройство)
5. Быстроразъемное приспособление, встроенное в линию
6. Универсальный V-образный блок.
7. Блоки на 90 и 60 В
8. Зажим для мотоциклетного цилиндра.
Производитель переносных расточных станков для цилиндров, Станки для чистового растачивания
Компания HP Singh Machinery Pvt, специализирующаяся на разработке высококачественной продукции в соответствии с потребностями клиентов.Ltd — известный производитель, поставщик и экспортер Портативного станка для точного растачивания. Эти промышленные переносные станки для чистового растачивания широко используются в автомобильных мастерских, мастерских по испытанию двигателей и ремонту. Основание, поперечный суппорт, стол, колонна и расточный суппорт (редуктор) отлиты из мелкодисперсного сплава. Снятие напряжений после грубой обработки обеспечивает надежную работу без вибрации.
Основание, поперечный суппорт, стол, колонна и расточный суппорт (редуктор) отлиты из мелкодисперсного сплава. Снятие напряжений после грубой обработки обеспечивает надежную работу без вибрации.
Стандартное оборудование расточного станка 007
- 5 комплектов направляющих
- Подходящие ключи Alen
- Держатели допуска 2 шт.
- 1 №инструмент бит
- Отвертка
- Микрометр для установки инструмента с зажимом
- Приспособление для притирки инструмента
- Гаечный ключ для инструмента
- Диск для притирки инструмента
- Якорь в сборе
- Ручная рукоятка для ручной подачи
- Соединитель с 3 контактами и проводом длиной 1 метр
Стандартное оборудование станка для растачивания цилиндров HPS 009 и 0011
- 5 комплектов направляющих
- Подходящие шестигранные ключи
- 2 шт. Держателя инструмента
- 1 Без инструмента
- Отвертка
- Микрометр для наладки инструмента с прибором
- Приспособление для притирки инструмента
- Гаечный ключ для инструмента
- Диск для притирки инструмента
- Якорь в сборе
- Ручная рукоятка для ручной подачи
- 3-х контактный штекер с проводом 1 метр
| Технические характеристики 007 (HPS-3) | |
| Диаметр растачивания | 2. От 6 дюймов до 5,3 дюймов От 6 дюймов до 5,3 дюймов |
| Глубина растачивания | 14 ″ |
| Скорость шпинделя | 2 |
| Диапазон скоростей | от 190 до 325 об / мин |
| Высокая скорость 0,015 ″ | |
| Низкая скорость 0,030 ″ | |
| Двигатель | Встроенный двигатель |
| л.с. двигателя | 3/4 л.с. 220 В |
| Масса | 75 кг / [приблизительно] |
| Технические характеристики | ||
| 009 | 0011 | |
| Диаметр заглушки | 2.2–4,2 дюйма | от 1,375 ″ до 2,775 ″ |
| Глубина растачивания | 8,5 ″ | 10 ″ |
| Максимальный одинарный проход | 0,30 ″ | 0,40 ″ |
| Скорость шпинделя | 300 (одиночный) | 300 (одиночный) |
| Двигатель (200 В переменного тока, встроенный) | 1/2 л. с. с. | 1/2 л.с. |
E-Z Bore, Inc. — Инструменты для восстановления двигателя-USA1
В 1970 году Джон Мур-старший.открыла бизнес по ремонту газонокосилок в крошечном здании 10 x 14. В зимние месяцы, казалось, было много свободного времени, и валялась куча старых замененных двигателей и коротких блоков. Итак, начались поиски способа капитального ремонта этих изношенных двигателей. Самым большим препятствием было то, что никакие местные механические мастерские не хотели растачивать алюминиевые цилиндры малых двигателей.
Примерно в 1979 году мир малых двигателей встретился с автомобильным миром, когда Джону-младшему потребовалась помощь Джона-старшего по расточной оправке для двигателей Volkswagen, которая не работала должным образом.Во время этого визита была решена последняя часть головоломки, и Джон-старший разработал гидравлический агрегат, который ему понадобился для разработки портативной расточной машины с малым двигателем.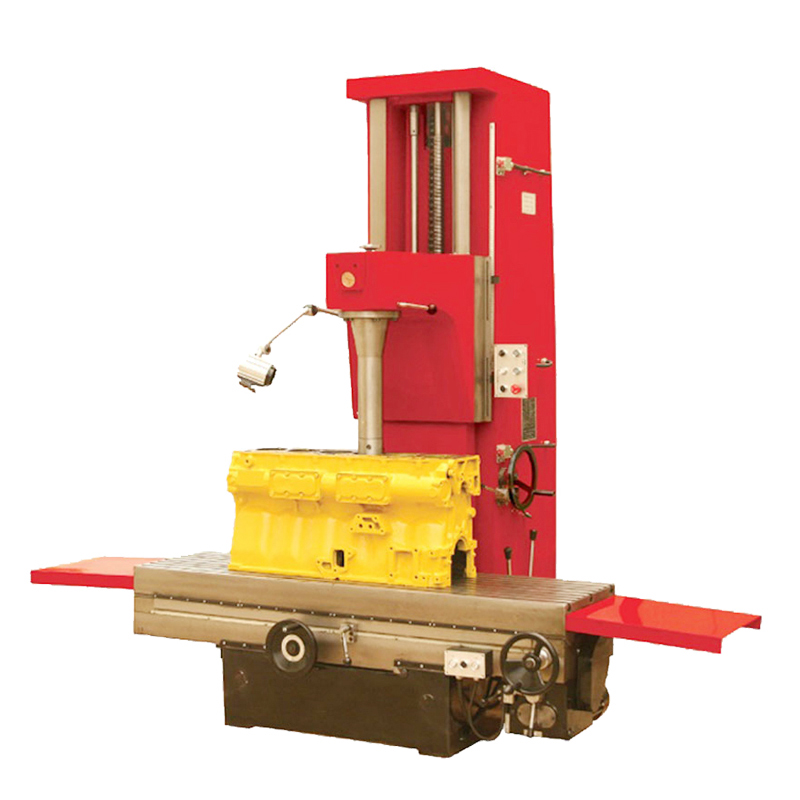 Мы получили патент на станок E-Z Bore Machine в 1986 году.
Мы получили патент на станок E-Z Bore Machine в 1986 году.
После производства некоторых машин мы вскоре обнаружили, что промышленность по ремонту газонокосилок действительно не желает проводить капитальный ремонт двигателей. Заводская гарантия сделала установку новых или короткоблочных двигателей наиболее выгодным и простым выбором. Местный дистрибьютор Briggs and Stratton порекомендовал нам связаться с магазином картинга в Делавэре, заявив, что «они действительно были единственными людьми, которые занимались восстановлением двигателей.«Мы впервые выступили и представили E-Z Bore Machine на выставке World Karting Association в 1990 году в Дейтона-Бич, Флорида.
За прошедшие годы мы расширили нашу линейку инструментов, включив в нее множество инструментов, специально разработанных для EZ Bore, и в настоящее время представляем отличные продукты, такие как продукты Flex-Hone / Brush Research, хонинговальное оборудование Sunnen Products, оборудование для ремонта клапанов Neway Manufacturing, Lisle Corporation и GearWrench (ранее KD Tools) Специальные автомобильные инструменты и оборудование.
Мы благодарим наших многочисленных постоянных клиентов за 30 лет работы и приносим богатые знания и опыт в отрасль обслуживания малых двигателей. Мы с нетерпением ждем возможности работать с вами над вашим оборудованием и хотим, чтобы вы знали, что ВАШЕ полное удовлетворение является главным приоритетом в нашей организации.
Присоединяйтесь к команде E-Z Bore!
Все это невозможно без Любви и Милости Отца Небесного!
Слава Богу.
С уважением,
Джон Мур мл.
E-Z BORE INC.
4217 Duke of Gloucester Drive
Chesapeake, VA 23321
(757) 898-5645
Часы работы: с 9:00 до 5:00 с понедельника по пятницу по восточному времени
цилиндров для мотоциклов, квадроциклов, гидроциклов и снегоходов в Акроне, Кантон, Огайо.
Диаметр цилиндров для мотоциклов, квадроциклов, гидроциклов и снегоходов
в Акроне, Кантон, Огайо.
Технический уголок Дэйва:
Расточка для двухтактного цилиндра
Как протравить цилиндр мотоцикла, квадроцикла, водного мотоцикла или снегохода?
Вы ищете кого-нибудь в Акроне, Кантоне и Кливленде, кто может проточить и отточить мотоцикл, квадроцикл,
Цилиндры для гидроциклов и снегоходов?
Вы нашли нужное место.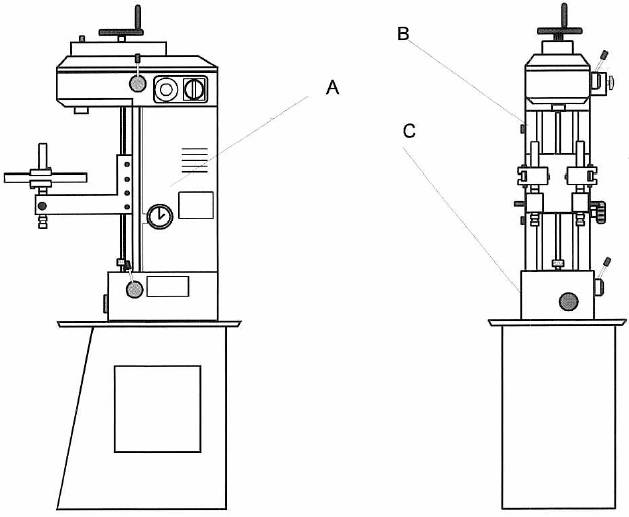 Dave’s Engine and Machine занимается расточкой и хонингованием цилиндров
Услуги с 1997 года! Мы специализируемся на машиностроении для мотоциклов, водных мотоциклов, квадроциклов и снегоходов.
Dave’s Engine and Machine занимается расточкой и хонингованием цилиндров
Услуги с 1997 года! Мы специализируемся на машиностроении для мотоциклов, водных мотоциклов, квадроциклов и снегоходов.
Давайте углубимся непосредственно в процедуру растачивания
Сначала необходимо очистить поверхности прокладки цилиндров, чтобы цилиндр можно было установить на расточной станок прямо и по уровню.
Процесс растачивания начинается с установки цилиндра на расточной станок, также называемый расточной оправкой.Скучный бар позволяет машинисту точно изменять размер цилиндра и в то же время сохранять его перпендикулярно деке или основанию цилиндр.
Режущий наконечник расточной оправки вращается и автоматически подается в отверстие, вырезая идеально круглое отверстие, параллельное
основание цилиндра. Машинист расточит цилиндр в пределах от 0,002 до 0,003 тысячных дюйма от желаемого окончательного размера. Это оставит место для хонингования цилиндра.
Это оставит место для хонингования цилиндра.
Следующим этапом процесса растачивания цилиндра является снятие заусенцев и фаски с цилиндра. Мы снимем фаску верх канала ствола только для того, чтобы сломать край. Затем мы снимаем фаску на дне отверстия, чтобы облегчить установку поршень и кольца.
На двухтактных цилиндрах мы закруглим отверстия в цилиндре с помощью точильного шлифовального станка размером с стоматолога под прямым углом.
Используя жесткий хонинговальный станок с несколькими зернами камня, машинист затем оттачивает цилиндр почти до размера с помощью хонинговальных камней средней зернистости.
Затем машинист определит размер и чистовую обработку отверстия с помощью шлифовального камня с мелким зерном и штриховки от 35 до 45 градусов.
Это придаст внутреннему диаметру цилиндра такую обработку поверхности, которая обеспечит хороший срок службы с надлежащими характеристиками смазки и расхода масла.
После того, как вы заберете цилиндр, его следует тщательно очистить перед повторной сборкой. Мелкие камни, которые используются для отделки
отверстие также будет впитывать абразив в чугунные стенки цилиндра.
Вы должны мыть цилиндр в горячей мыльной воде, а не в баке для растворителя, из-за которого абразивы не вымываются.
Средство для мытья посуды Dawn хорошо подходит для окончательной очистки только что просверленного и отточенного цилиндра.
После очистки и ополаскивания цилиндра быстро высушите его с помощью воздуходувки. Затем используйте чистое белое бумажное полотенце. с маслом, тщательно смажьте отверстие. Поищите на бумажном полотенце следы черного или серого цвета. Если вы видите это тогда вам нужно будет повторно очистить цилиндр.
При правильной очистке белое бумажное полотенце с маслом при снятии будет выглядеть того же цвета, что и при удалении.
вы вставляете его в канал ствола.
Теперь вы готовы установить новый поршень в цилиндр и вернуться к работе!
См. Также Хонингование цилиндров
Если вам требуется расточка и хонингование автомобильного двигателя или другие автомобильные услуги, пожалуйста, свяжитесь с нашими друзьями по адресу Двигатель и машина Грега в Копли, штат Огайо.Greg’s Engine предлагает полную автомобильную Услуги по ремонту машин и двигателей.
Давайте рассмотрим процедуру растачивания цилиндров
- Расточка цилиндра с точностью от 0,002 до 0,003 тысячных долей дюйма от желаемого окончательного диаметра отверстия.
- Если цилиндр 2-тактный, то кромки порта с радиусом или гладкостью.
- Используя хонинговальные бруски средней зернистости, отточите цилиндр до желаемого окончательного диаметра отверстия менее 0,001.
- Если цилиндр 2-тактный, то цилиндр сферического хонингования как в прямом, так и в обратном направлении для дальнейшего сглаживания отверстий.
- Используя хонинговальные камни с мелким зерном, отшлифуйте цилиндр до окончательного размера с штриховкой от 35 до 45 градусов, используя жесткое хонингование.

BERCO — DY350A — CHM350A Хонинговальный станок для цилиндров
DY350A — CHM350A Хонинговальный станок для цилиндров
Эта машина в основном подходит для ремонта I.C. двигатель
цилиндров, но, благодаря своим габаритным характеристикам, может быть выгодно
используется для всего диапазона автомобилей от легковых до тяжелых.
Станок выполнен в двух исполнениях: с
специальное устройство, которое позволяет автоматически заданное расширение
хонинговальный камень при каждых двух ходах хонера. Возвратно-поступательный
движение качающейся головки осуществляется гидравлически, а ее скорость
и ход регулируются.
CHM 350A
После успеха, достигнутого на мировых рынках с
традиционные D31, D33, DY35 и DY600 и DY350A Berco Honing
машины, продажи которых составили более 5000 единиц, Berco имеет
решили решить сегодняшние потребности операторов в
промышленности с созданием обновленного хонинговального станка с ЧПУ, способного
полностью автоматического управления процессом хонингования.
Цикл обработки управляется различными параметрами: регулировка хода хонера, автоматическое расширение хонера, настройка доводка значения кроссовера и управление им с помощью автоматического регулировка скорости вращения / траверсы на основе хонера диаметра, автоматический контроль геометрии отверстия с включением цикл коррекции в автоматическом режиме, мгновенное отображение всех параметры работы на панели управления с сенсорным экраном и простой цикл работы программирование с самообучением.
Для получения дополнительной информации
DY350A
Скачать Брошюра
CHM350A
Скачать Брошюра
Вы пытаетесь узнать о детали?
или проверить наличие продукта или услуги решения? |

Услуги по растачиванию гидравлических цилиндров Cleveland
- На главную
- Услуги по обработке
- Расточка гидравлических цилиндров
Удаление стружки Cleveland для чистовой обработки гидравлического цилиндра
Сверлильный стан для гидравлических цилиндров Cleveland, Огайо, Niles,
Расточка гидравлических цилиндров и труб Cleveland Ohio
Расточка для тонкостенной трубы гидравлического цилиндра, Кливленд, Огайо,
Растачивание гидравлических цилиндров и одноточечное растачивание Cleveland Ohio
R&J Cylinder and Machine — это механический цех в Огайо, сертифицированный по стандарту ISO 9001: 2015, предлагающий расточку, горизонтальное растачивание, вертикальное растачивание и точечное растачивание для клиентов в Кливленде и во всем Огайо.
Мы специализируемся на растачивании глубоких отверстий; В нашем процессе растачивания используются новейшие технологии для максимального удаления материала и повышения эффективности. У нас есть возможность растачивать материалы всех сортов и размеров, а также все материалы до твердости стали 45Rc.
Наш процесс растачивания оставляет припуск 0,050 дюйма для чистового хонингования, что позволяет выполнять чистовую обработку в соответствии со всеми стандартными, метрическими или негабаритными требованиями. R&J Cylinder and Machine часто выбирается для наших специализированных методов растачивания с вытяжкой, что позволяет точно увеличивать и чистить отверстия .Этот процесс обеспечивает максимально прямой внутренний диаметр, улучшая толщину стенок и качество поверхности.
Для применений, требующих удаления материала изнутри для чистовой обработки отверстия гидроцилиндра или операции балансировки, требующей прямого отверстия и сплошной стенки. Наш процесс растачивания позволяет нам быстро удалять припуск за один проход; он также идеально подходит для деталей меньшего диаметра, обеспечивая хорошее качество поверхности.
Услуги по растачиванию цилиндров в Кливленде и во всем Огайо
- Растачивание глубоких отверстий
- Ручное растачивание
- Горизонтально-расточной
- Вертикально-расточной
- Одноточечное растачивание — горизонтальное и вертикальное
- Растачивание с вытяжкой — только горизонтальное
Услуги по вторичной обработке Услуги по окончательной обработке
Мы предоставляем услуги по вторичной обработке в Кливленде и во всем Огайо, в том числе:
- Шлифование
- Гальваническое покрытие
- Трепанирование
- Малое сверление
- сверление отверстий
- Выжигание пластин
- Легкое / среднее производство
- Легкая сборка
Возможности растачивания цилиндров
| Материалы / металлы, с которыми мы работаем | Все черные и цветные металлы с твердостью до 45 HRC. |
Максимальный съем материала 1,00 «на внутреннем диаметре за проход | |
Внешний диаметр | до 40 дюймов |
Внутренний диаметр | до 31 « |
Длина | Вместимость: до 24 дюймов (600 мм) снаружи |
Диаметр x 36 футов (10,972 мм) в длину Вместимость: 24 дюйма (600 мм) — 40 дюймов (1016 мм), внешний диаметр x 24 фута (7315 мм) в длину | |
Масса | 50000 фунтов. |
Допуски | +/-. 010 « |
Объем производства | Большой объем |
Прототип | |
Контроль качества | Профилометр / RoamerArm / Микрометр / Штангенциркуль |
Стандарты обрабатывающей промышленности | ISO 9001: 2015 |
Доступно время выполнения | По требованию заказчика |

Расточка цилиндра
- Дом
- Оборудование для ремонта и восстановления двигателей
- Расточка цилиндра
Оборудование премиум-класса, произведенное и спроектированное в Италии:
Станок для растачивания цилиндров AC110 предназначен для быстрой и эффективной переточки небольших блоков цилиндров. Его основными характеристиками являются прочность шпинделя, жесткость рамы и правильная центральная накладка, обеспечивающая абсолютную точность.
Его основными характеристиками являются прочность шпинделя, жесткость рамы и правильная центральная накладка, обеспечивающая абсолютную точность.
- Регулируемый шпиндель и скорость перемещения.
- Устройство автоматической остановки перемещения стола.
- Центровка с поперечным столом
- Установка быстрого резака.
- Широкий ассортимент принадлежностей для ремонта всех типов цилиндров.
| Расточка | 35-100 мм |
| Число оборотов расточного шпинделя | 100-660 об / мин |
| Подача стола | 1-70 мм / мин |
| Мощность двигателя шпинделя | 0,75 кВт |
| Размеры (ДxДxВ) | 600x350x1600 мм |
| Масса | 300 кг |
Станок для растачивания цилиндров AC170 — это универсальный станок с возможностью расточки цилиндров от 30 до 170 мм. Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
ОБОРУДОВАНИЕ
• Инструмент для измерения инструмента с прибором
• Циферблатный индикатор глубины в сборе
• Циферблатный индикатор для центрирования цилиндра до сотых долей.
• Регулируемая скорость шпинделя
• Быстрая замена с приводом от головы
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 мм |
| Максимальный вертикальный ход головки | 600 мм |
| Максимальное расстояние от головы до головы | 1020 мм |
| Скорость вращения шпинделя | 230 ÷ 480 об / мин |
| Подача шпинделя | 0. 12 мм 12 мм |
| Поверхность стола | 900×260 мм |
| Максимальный продольный ход стола | 850 мм |
| Максимальный ход | 120 мм |
| Двигатель с колесной головкой | 1.5 кВт |
| Длина | 1400 мм |
| Ширина | 1100 мм |
| Высота | 2100 мм |
| Масса | 1100 кг |
Универсальный станок с возможностью расточки цилиндра от 30 до 170 мм. Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
ОБОРУДОВАНИЕ
• Моторизованная подача стола с регулируемой скоростью
• Регулируемая скорость шпинделя с цифровым дисплеем
• Циферблатный индикатор настройки инструмента с магнитным основанием
• Устройство для измерения глубины растачивания с циферблатным индикатором
• Прецизионное центрирующее устройство с индикатором часового типа.
• Регулируемые концевые выключатели хода
• Головка механическая подача
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 |
| Максимальный вертикальный ход головки | 600 мм |
| Максимальное расстояние от головы до головы | 1020 мм |
| Скорость вращения шпинделя | 230 ÷ 480 об / мин |
| Подача шпинделя | 0. 12 мм 12 мм |
| Поверхность стола | 900×260 мм |
| Максимальный продольный ход стола | 850 мм |
| Максимальный ход при повороте | 120 мм |
| Двигатель с колесной головкой | 1.5 кВт |
| Длина | 1400 мм |
| Ширина | 1100 мм |
| Высота | 2100 мм |
| Масса | 1100 кг |
Сверлильно-фрезерный станок для цилиндров ACF 200 объединяет основные работы по восстановлению блоков цилиндров автомобилей и грузовиков, такие как расточка и шлифовка поверхностей, на одной машине, что позволяет выполнять такие работы, которые обычно доступны только на моделях более высокого уровня. Фактически, при сохранении компактных габаритных размеров его технические характеристики позволяют широкую работоспособность за счет продольной и поперечной подачи шаров стола и
Фактически, при сохранении компактных габаритных размеров его технические характеристики позволяют широкую работоспособность за счет продольной и поперечной подачи шаров стола и
вертикальная подача головки.
Превосходное качество отделки и точность достигаются за счет комбинации проверенной механической схемы с инновационными техническими решениями, улучшающими производительность и универсальность станка.
 youtube.com/embed/gI9HKq0ijqs» frameborder=»0″/>
youtube.com/embed/gI9HKq0ijqs» frameborder=»0″/>
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 мм |
| Максимальное вертикальное перемещение головки | 660 мм |
| Мин-макс расстояние от головы до стола | 3070 ÷ 1040 мм |
| Расстояние между шпинделем C / L и стойкой | 270 мм |
| Поверхность стола | 1340×370 мм |
Макс. перемещение стола перемещение стола | 1200 мм |
| Макс.перекрест стола | 200 мм |
| Регулируемая скорость вращения шпинделя | 85 ÷ 850 об / мин |
| Регулируемая подача шпинделя | 0 ÷ 175 мм / мин |
| Регулируемая подача стола | 0 ÷ 460 мм / мин |
| Мощность двигателя шпинделя | 2 л.с. (1.5 кВт) |
| Мощность двигателя быстрой подачи | 0,5 л. с. (0,37 кВт) с. (0,37 кВт) |
| Мощность двигателя подачи стола | 0,75 л.с. (0,55 кВт) |
| Размеры (ДxДxВ) | 1860x1150x2170 мм |
| Масса | 1380 кг |
Сверлильный станок с ЧПУ ACF200 сочетает в себе две основные операции восстановления; расточка и наплавка блоков как для легковых, так и для грузовых автомобилей.
Этот станок теперь связан с системой ЧПУ для автоматизации вашего цеха.
Включая следующее стандартное оборудование:
- Компьютерное числовое управление с использованием операционной системы LINUX и процессора ARMv8
- Прецизионные шарико-винтовые передачи на 3 оси
- Перемещение по линейным железным дорогам по 3 осям
- Бесщеточные двигатели на 3 оси, управляемые ЧПУ
- Панель управления поворотным рычагом с двойным сенсорным экраном
- Электронный маховик для ручного перемещения по 3 осям (быстрая-средняя-тонкая скорости)
- Полностью автоматические и программируемые режимы работы для расточных и фрезерных операций
- Соединения WI-FI и LAN для поддержки и обслуживания
- PV0160 Пара параллельных опор
- Зажимы большие PV0021 (2 шт. )
- Зажимы малые PV0022 (4 шт.)
- Набор гаечных ключей
- Инструкция по эксплуатации
 )
)Малый расточный станок CB1401 — самый быстрый и эффективный расточный станок, который вы можете купить для растачивания цилиндров мотоциклов и малых двигателей.
Простая и точная настройка в сочетании с быстрой и гибкой работой делают CB1401 выгодным вложением в повышение производительности магазина. Размер цилиндров от 1,5 до 4 дюймов может быть изменен, а гаситель вибрации позволяет снимать до 0,060 дюйма за один проход.
Две скорости шпинделя и бесступенчатая подача позволяют оператору получить желаемую чистоту поверхности.Хромированный шпиндель и регулируемые опорные подшипники со смазкой под давлением обеспечивают долгую и безотказную работу. Прекратите отправлять прибыльную часть вашего бизнеса в сфере услуг — инвестируйте в CB1401.
ОСОБЕННОСТИ
• Сменные режущие пластины
• Микрометр с прямым отсчетом
• Система центрирующего конуса для быстрой и точной настройки
• Антивибрационная опора для инструментов для тяжелых резов
• Быстрая регулировка кулачкового фиксатора для фиксации заготовки.
• Автоматические верхние и нижние остановки подачи
• 2 скорости шпинделя — бесступенчатая регулировка подачи шпинделя
• Расточный шпиндель из твердого хрома
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 1.5 (38 мм) -4 (101 мм) |
| Ход шпинделя | 8 (203 мм) |
| Скорость шпинделя | 222 и 335 об / мин |
| Подача шпинделя | Бесконечно переменная ???? |
| Двигатель | 3/4 л. с. с. |
| Ширина машины | 36 (914 мм) |
| Глубина | 18 (457 мм) |
| Высота | 42 (1066 мм) |
| Масса | 550 фунтов (240 кг) |
