
Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
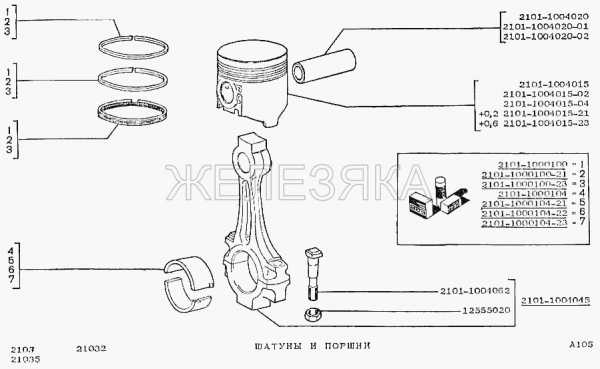
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.

Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Как правильно установить поршни и шатуны
Большие и маленькие хитрости при монтаже поршней и шатунов в двигатель
Когда приходит время собирать двигатель, особенно V-образный, правильная взаимная установка поршней и шатунов, а также по отношению к блоку цилиндров и коленчатому валу, может поставить в тупик многих мотористов. Этой статьей мы постараемся им помочь.
Как правильно устанавливать поршни на шатуны?
Если вы собираете V-образной двигатель, то следует иметь в виду: если нижняя головка шатуна имеет с одной стороны более широкую фаску, то она должна быть обращена к галтели (закруглению) шатунной шейки коленчатого вала.
Если же шатуны предназначены для использования с коленчатым валом, без четко выраженных галтелей, то они могут быть и без несимметричных фасок. Тогда ориентация шатуна может определяться по положению «замков» вкладышей: обращенных наружу блока или внутрь (в сторону распредвала – если он находится в развале блока цилиндров).
К примеру, «замки» вкладышей SBC и BBC должны быть обращены наружу. У других вкладышей «замки» могут быть направлены внутрь. На работу собственно вкладышей расположение «замков» не оказывает никакого влияния. Надо лишь правильно ориентировать шатун.
Если же на нижней головке шатуна отсутствуют фаски с обеих сторон, то вкладыш должен быть смещен
Сквозные отверстия в верхней и нижней головках шатуна
Часто шатун имеет на нижней головке сквозное отверстие, которое нужно для смазки стенки цилиндра. Эти отверстия предназначены не для смазывания распределительного вала, как полагают некоторые.
Бывает, что отверстие расположено только с одной стороны нижней головки шатуна. Подобные шатуны надо устанавливать так, чтобы отверстие в нижней головке было обращено в сторону распределительного вала (в сторону развала блока цилиндров).
Отверстие в верхней головке шатуна (будь оно сверху или под сбоку – углом) служит для смазки поршневого пальца. Поэтому его ориентация в двигателе роли не играет.
«Замки» шатунных вкладышей
«Замки» (фиксирующие выступы) на вкладышах и соответствующие пазы на нижней головке шатуна и его крышки нужны лишь для правильного позиционирования вкладышей. От «проворота» вкладышей они не спасают, поскольку вкладыши в своей «постели» фиксируются за счет натяга, возникающего при правильной затяжке крепежных болтов крышки нижней головки.
«Правильные» вкладыши, при надлежащем монтаже, слегка выступают за линию разъема нижней головки. Поэтому, после затягивания болтов, они надежно фиксируются в «постели».
В последнее время во многих двигателях используют «беззамковые» вкладыши (примером могут служить двигатели Chrysler 3.7L и 4.7L). За счет устранения операций по механической обработке пазов в шатуне и его крышке, а также «замков» на самих вкладышах снижаются затраты на их изготовление. При монтаже подобных вкладышей их надо ставить строго посередине нижней головки шатуна.
|
|
Рис. 1 Если в V-образном двигателе на одну шатунную шейку коленчатого вала монтируют два шатуна, то сторона нижней головки шатуна с более узкой фаской должна быть обращена к соседнему шатуну… |

|
|
Рис. 2 … в этом случае бОльшая фаска на нижней головке шатуна оказывается обращенной в сторону галтели шатунной шейки коленчатого вала. |

|
|
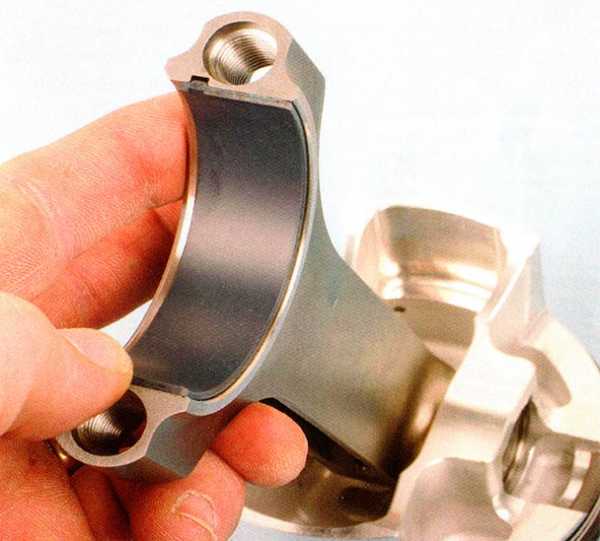
Рис. 3 Фиксирующий выступ («замок») на вкладыше и соответствующий ему паз в нижней головке шатуна нужны только для того, чтобы правильно установить вкладыши в шатуне. «Замки» никогда не удержат вкладыши от проворачивания в шатуне, если при сборке были допущены какие-либо нарушения. К примеру: болты нижней головки шатуна не затянуты как следует или отверстие в нижней головке потеряло свою форму. |
|
|
Рис. 4 Вкладыши фиксируются в шатуне только за счет радиального усилия, которое возникает от натяга установленных вкладышей, когда крепежные болты нижней головки затянуты надлежащим моментом. Чтобы получить требуемый натяг вкладыш сделан чуть длиннее своего посадочного места. Поэтому, когда вы «от руки» установите вкладыш в «постель», он будет немного выступать над плоскостью разъема. Так и должно быть – ни в коем случае не надо подпиливать или подрезать края вкладышей! |
Crush Height Each Half Bearing — выступание вкладышей над плоскостью разъема
Bearing — вкладыш
Cap — крышка нижней головки шатуна
Radial Pressure — радиальное усилие
|
|
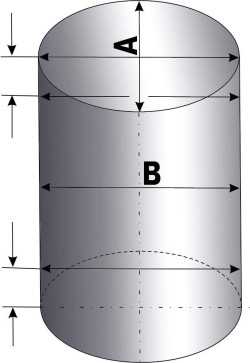
Рис. 5 Измерять максимальный диаметр поршня надо в строго определенном месте, поскольку юбка поршня имеет «бочкообразный» профиль и результаты измерений, по высоте поршня, будут существенно различаться. |

|
|
Рис. 6 Сквозное отверстие на боковой поверхности ВГШ (верхней головки шатуна) (верхнее фото) может указывать на прессовую посадку пальца в шатуне. На втором фото показан тот же самый шатун, но снаружи. А вот отверстие сверху ВГШ (третье фото) служит для улучшения смазки «плавающего» поршневого пальца. |

|
|
Рис. 7 На днище поршня обычно есть специальные метки (например, изображена стрелка и надпись «FRONT» — как на фото) помогающие правильно сориентировать поршень при сборке двигателя. |

|
|
Рис. 8 Если поршни предназначены для V-образного двигателя, то обычно с «изнанки» таких поршней ставят метку «L» — если их монтируют в левый ряд цилиндров или «R» — для правого ряда цилиндров. |

Смещение шатуна
Существуют двигатели, у которых стержень шатуна смещен относительно верхней или нижней головок (если смотреть на шатун сбоку – «в профиль»). Подобные шатуны применяют в V-образных двигателях, у которых левый и правый ряды цилиндров стоят «со сдвигом», вперед и назад, относительно друг друга. В зависимости от конкретной модели двигателя, стержень шатуна может иметь смещение 2,5 мм или даже более.
Если есть какие-то сомнения, то при монтаже обратите внимание, что верхняя головка шатуна центрируется по поршню – в бобышках под палец.
Нужно ли в двигателях с вращением против часовой стрелки устанавливать поршни в «обратную» сторону?
На двигателе с обратным вращением – когда коленвал вращается против часовой стрелки, если смотреть с передней части двигателя – шатуны обычно устанавливаются так же, как и в обычном моторе, коленвал которого вращается по часовой стрелке. То есть, бОльшая фаска нижней головки шатуна все равно будет обращена к галтели шатунной шейки.
Однако, если применяются поршни со смещенным поршневым пальцем, то в этом случае поршень должен быть установлен «назад» (развернут на 180 град) относительно его «стандартного» положения. Поршневой палец в подобном поршне смещен к нагруженной стороне юбки поршня.
В двигателе с вращением по часовой стрелке нагруженная сторона цилиндра обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне) стороне.
В двигателе с обратным вращением давление на стенку цилиндра от поршня направлено в другую сторону: со стороны выхлопа – слева и со стороны впуска – справа. Если поршни симметричны (т. е. не имеют смещенного пальца), то их ориентация зависит только от цековок под клапанные тарелки на днище – они должны быть сориентированы в соответствии с положением клапанов.
Конструкция юбки поршня
Форма, площадь и масса юбки поршня играют важную роль в потерях на трение и стабилизации поршня при перекладке в верхней и нижней мертвых точках. Здесь мы покажем роль нагруженных и ненагруженных сторон поршня и разработку асимметричных юбок, предназначенных преимущественно для снижения веса.
Левая и правая стороны поршня при работе двигателя нагружены по-разному. Поэтому конструкция юбки поршня играет важную роль в распределении воспринимаемых нагрузок – с точки зрения прочности и веса поршня.
Юбка поршня должна выдерживать давление на стенку цилиндра при одновременном уменьшении трения. А ее площадь должна быть такой, чтобы быть прочной, обеспечивая при этом стабильность поршня, чтобы свести к минимуму «раскачивание» относительно оси пальца, когда поршень движется вверх-вниз. Причем нагруженная поверхность юбки испытывает наибольшую нагрузку на такте расширения.
Если коленчатый вал вращается по часовой стрелке (глядя на двигатель спереди), то нагруженная поверхность юбки поршня обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне).
Менее нагруженная сторона юбки воспринимает усилие на такте сжатия. Эта разница в нагрузках обусловлена положением, углом между шатуном и поршнем, при его перемещении.
За весь рабочий цикл разница в нагрузке на разные стороны юбки поршня различается в десять раз! Причем, нагрузка на юбку поршня может варьироваться в зависимости от хода поршня, длины шатуна и максимального давления в цилиндре.
Поэтому асимметричные поршни должны быть специальными – для левого и правого ряда цилиндров. На днище поршня в таком случае наносятся стрелки или иные метки, указывающие на переднюю часть двигателя.
|
|
Рис. 9 На этом фото показаны асимметричные поршни для левого и правого рядов цилиндров V-образного двигателя. Их особенностью является расширенная часть юбки поршня на нагруженной стороне и зауженная – на стороне с меньшей нагрузкой. |

|
|
Рис. 10 Другой пример асимметричного поршня. Обратите внимание, как сближены бобышки под поршневой палец, что позволяет сделать поршневой палец короче и легче. Кроме того, хотя это почти невозможно заметить глазом, ось пальца смещена к нагруженной стороне поршня (в сторону более широкой части юбки) на 0,50 мм – для уменьшения дисбаланса из-за разницы в массе «узкой» и «широкой» частей юбки. |

Нагруженная сторона юбки поршня
Когда поршень движется вниз на такте расширения, он испытывает значительное сопротивление, пытаясь провернуть коленчатый вал. С ростом нагрузки увеличивается и сопротивление. При этом нагруженная сторона юбки поршня воспринимает боковое давление, которое увеличивает нагрузку (с ростом трения и износа) на соответствующей стороне стенки цилиндра.
Если на днище поршня имеется какая-либо метка (к примеру точка, или стрелка, или надпись «Front»), важно установить поршень в соответствии с этой меткой, обычно указывающей на переднюю часть двигателя.
Ненагруженная сторона юбки поршня
Эта часть юбки поршня противоположна нагруженной стороне. Она работает, когда поршень движется вверх на такте сжатия, из-за сопротивления, создаваемого сжимаемой топливно-воздушной смесью. Основная ее задача, в том, чтобы обеспечить стабильность поршня при движении в цилиндре. Поэтому эта часть юбки может быть поуже, для экономии веса.
Так что, для точной настройки в распределении этих сил между разными сторонами юбки были разработаны асимметричные поршни, которые имеют более широкую юбку на нагруженной стороне и зауженную юбку с противоположной стороны. Это обеспечивает оптимальное распределение нагрузок на юбку поршня, одновременно снижая массу поршня.
В качестве примера можно привести «асимметричную» (или Т-образную) конструкцию поршней FSR компании JE Pistons, которые имеют расширенную часть юбки на нагруженной стороне, а со стороны бобышек юбка отсутствует вовсе, что позволяет сделать поршневой палец короче и легче. Подобные поршни изначально разрабатывались для гоночных двигателей.
Еще одним преимуществом подобных поршней является улучшение условий работы поршневых колец. Но, в основном, подобная конструкция юбки, в сочетании со слегка смещенным пальцем, позволяет существенно снизить потери на трение.
|
|
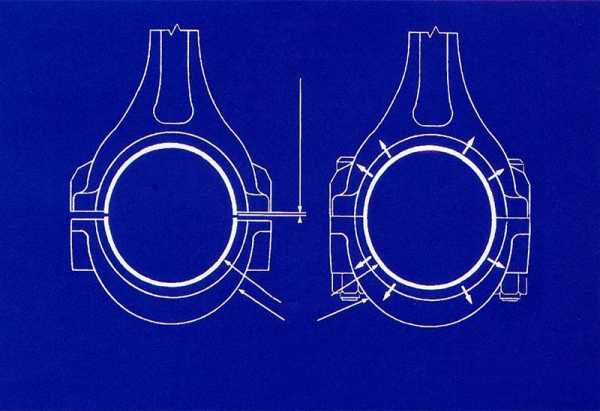
Рис. 11 Из этой схемы видно, как определить нагруженную и ненагруженную стороны юбки поршня.
Thrust Load — действие боковой силы |


Рис. 12 На этом фото хорошо видно, как различается ширина юбки поршня на нагруженной (слева) и ненагруженной (справа) сторонах поршня.
|
|
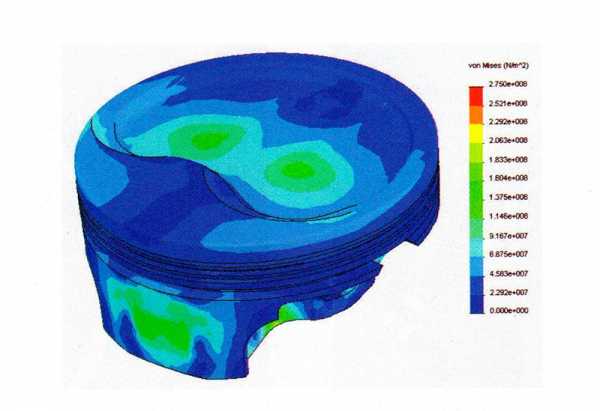
Рис. 13 Компьютерное моделирование показывает, как распределяются механические нагрузки в поршне, возникающие при работе двигателя на частичных нагрузках. (Чем темнее цвета – тем меньше нагрузка, а чем ярче – тем больше). |

|
|
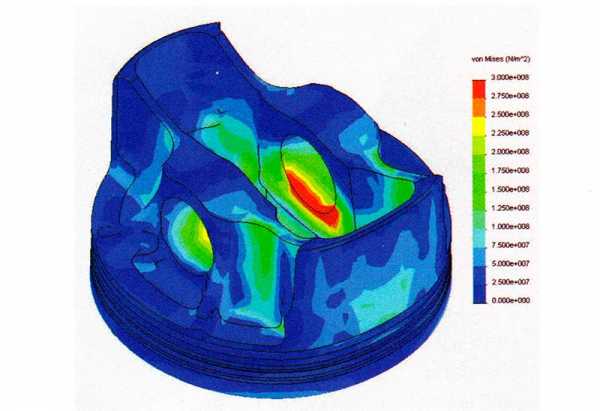
Рис. 14 А на этой схеме видно, как нагружен поршень сразу после воспламенения смеси. |
|
|
Рис. 15 Здесь поршень показан снизу. На этой схеме хорошо видно, что во время рабочего хода наиболее нагружены верхние части отверстий под поршневой палец (они выделены красным цветом) и элементы юбки поршня, непосредственно примыкающие к ним. |
|
|
Рис. 16 Тонкий слой антифрикционного покрытия (темного цвета) на юбке поршня помогает удерживать масло и снижает трение между поршнем и цилиндром – особенно при холодном запуске мотора. |

Смещение пальца
Асимметричные поршни также могут иметь смещение поршневого пальца. При этом ось пальца смещена от оси поршня к нагруженной стороне примерно на 0,51 мм. Это небольшое смещение «балансирует» поршень, компенсируя разницу в массе юбки, а также снижая усилие, прикладываемое к нагруженной стороне поршня.
Опять же, ссылаясь на опыт компании JE Pistons, асимметричный поршень позволяет сделать поршневые пальцы короче, жестче и легче (примерно на 10 грамм).
Заключение
Надеемся, эта статья поможет вам лучше ориентироваться в тонкостях сборки двигателя. Помните, что лучше всего пометить поршни и шатуны перед разборкой. Грамотные ответы на ваши вопросы и помощь в технических проблемах с двигателями – наша главная задача.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
www.mehanika.ru
Поршни и шатуны.ВАЗ-2103 — DRIVE2
Выпрессовка поршневого пальца.
Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
Разборка. Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32).
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр.
Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34.
Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С.
Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно.
Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31).
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение.
После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне, поршнев
www.drive2.ru
Шатун двигателя внутреннего сгорания: конструкция, назначение, из чего делают шатуны
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Конструкция шатуна
Особенности конструкции шатунов напрямую зависят от типа мотора и схемы его компоновки. Так для бензиновых двигателей используются легкие шатуны, в дизелях — тяжелые.
Основные элементы шатуна – стержень, верхняя поршневая головка, нижняя кривошипная головка.
Поршневая головка соединена со стержнем поршневым пальцем, кривошипная головка – с шейкой коленвала.
Стержень
Данная деталь шатуна может иметь различный тип сечения, которое может быть похоже на прямоугольник, на круг, крест или может быты Н-образным. Некоторые типы двигателей оснащаются шатунами, в которых стержни имеют небольшую масляную канавку для своевременной подачи масла в поршневую головку.
В большинстве случаев верхний отдел кривошипной головки оснащается маленьким отверстием для разбрызгивания масла во внутренних полостях поршня и цилиндра.
Поршневая головка
Поршневая головка размещена вверху и является неразъемным шатунным элементом, конструкция которого напрямую зависит от метода установки поршневого пальца.
В двигателях, в которых установлен палец фиксированного типа, поршневая головка имеет специальное цилиндрическое отверстие для его установки. В ДВС с пальцем плавающего типа, такая головка комплектуется бронзовой или биметаллической втулкой.
В тех моделях двигателей, которые используют плавающий палец, но втулка не предусмотрена, вращательные движения пальца осуществляются в соответствующем отверстии головки.
С целью снижения значительных нагрузок на палец, некоторые модели ДВС комплектуются шатунами с поршневыми головками в форме трапеции.
Кривошипная головка
Головка шатуна, которая расположена внизу отличается разборной конструкцией, основным назначением которой является соединение двух механизмов – коленвала и самого шатуна.
Головка состоит из верхней части и крышки, которая крепится к шатуну крепежными болтами. Кроме всего прочего такая головка может иметь два типа разъемов по отношению к стержневой оси — косой (выполненный под углом) и прямой (выполненный перпендикулярно).
Длина цилиндрового блока зависит от толщины нижней головки. В головке устанавливаются тонкие вкладыши подшипника скольжения, которые могут иметь от 2-х до 5-ти слоев, изготовленных из стальных полос, внутренняя часть которых покрывается защитным антифрикционным составом, соответствующим определенному типу двигателя.
Как правило, в современных ДВС применяются вкладыши, состоящие из 2-х и 3-х слоев. В двухслойном вкладыше на металлическую основу просто наносится слой антифрикционного состава, а в трехслойном вкладыше добавляется еще и изоляционный слой.
Чтобы снизить вибрации и шумы при работе двигателя, все установленные шатуны, а также их составные части должны иметь равную массу. Это значит, что в одном шатуне масса отдельной его детали должна быть одинаковой по отношению к массе аналогичной детали в другом шатуне.
Например, если масса стержня одного шатуна составляет 50 г., в таком случае во всех остальных шатунах стержни должны иметь аналогичную массу.
Подгонка массы шатунов происходит путем снятия тонкого металлического слоя с бобышек, которые располагаются на верхних шатунных головках. В некоторых случаях подобные бобышки находятся на шатунном стержне или нижней части поршневой головки.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
autodromo.ru
Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, из чего его изготавливают, а также основные неисправности и способы их профилактики.
Конструкция шатуна
Шатун поршня передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения нижней головки с коленвалом, а второе – где поршень соединен с верхней головкой. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун состоит из следующих элементов:

Поршневая головка
Поршневая (верхняя) головка представляет собой цельную неразборную конструкцию, а ее соединение с поршнем обеспечивает поршневой палец. Он может быть плавающим или фиксированным.
В первом случае в верхнюю головку помещаются бронзовые или биметаллические втулки. Но существуют модификации ДВС, где этих втулок нет, поэтому палец благодаря зазору свободно двигается в отверстии головки шатуна. Для того, чтобы данная деталь нормально функционировала, ей требуется достаточное количество смазки.
Фиксированные пальцы вставляются в цилиндрическое отверстие. Оно изготовлено с высокой точностью, а его диаметр меньше, чем у поршневого пальца. Благодаря этому обеспечивается необходимый уровень натяга.
Ввиду того, что на верхнюю головку действуют очень высокие нагрузки она имеет трапециевидную форму, благодаря чему увеличивается опорная поверхность при работе поршня.
Кривошипная головка

Кривошипная (нижняя) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.
По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
В нижней части шатунной головке располагаются подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Их изготавливают из стальной ленты, которая изнутри обработана антифрикционным материалом с высокими износостойкими характеристиками. Особенностью этого слоя является то, что он работает только в присутствии моторного масла. В режиме «сухого трения» он очень быстро истирается.
Подобное покрытие может наноситься как на заводе-изготовителе, так и в домашних условиях при замене некоторых компонентов двигателя. Например, для таких задач подойдет антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Помимо подшипников скольжения его можно использовать для юбок поршней, коренных подшипников коленвала, втулок пальцев, распредвалов и дроссельных заслонок.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
-
Повышает КПД двигателя
-
Снижает трение и износ
-
Защищает от задира в режиме масляного голодания и при холодном пуске двигателя
-
Снижает расход топлива
-
Уменьшает шум
-
Отверждается при комнатной температуре

Совместно с покрытием рекомендуется использовать очиститель-активатор той же марки. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.
Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали по сравнению с теми, что используются в бензиновых агрегатах. В спорткарах устанавливают шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
Особенностью шатунов является то, что все они должны иметь одинаковый вес. В противном случае усилятся вибрации при работе силового агрегата. Это относится не только к шатуну, но и к но и обеим головкам детали.
Чтобы сделать их массу одинаковой для начала изделия взвешиваются на очень точных весах, а затем масса деталей подгоняется по самому легкому шатуну. Для этого с бобышек на головках детали и стержне снимают часть металла.
Из чего изготавливают шатуны?
Каждый производитель должен решить две задачи: уменьшить вес деталей КШМ и снизить производственные затраты. Но ввиду того, что на шатуны в процессе работы действуют высокие нагрузки, уменьшение их массы может пагубно отразиться на прочности изделий.

При массовом производстве шатуны изготавливают из специального чугуна методом литься. Это позволяет создать практически идеальное соотношение между прочностью и стоимостью детали. Такой метод подходит при производстве бензиновых двигателей.
В дизельных ДВС детали испытывают более высокие нагрузки, поэтому для производства поршней метод литья неуместен. Шатуны для агрегатов, работающих на тяжелом топливе изготавливают методом горячей ковки или горячей штамповки из легированной стали. Получаемые детали гораздо более прочные, чем литые, но их производство более затратное.
В двигателях мощных автомобилей и спорткаров используются шатуны из титановых и алюминиевых сплавов. Это позволяет снизить вес ДВС и увеличить его оборотистость. Вес алюминиевых и титановых шатунов на 50 % меньше, чем у стальных и чугунных.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода из строя шатунов является износ деталей. Верхняя головка редко подвергаются ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.
Нарушение формы или разрушение шатуна может произойти вследствие гидроудара, попадания внутрь двигателя абразивных веществ и посторонних предметов, соударения головки блока и поршня.

Выходу из строя также подвержены подшипники нижней головки вследствие недостаточного смазывания. Определить такую неисправность можно посредством замятия вкладышей, удлинения шатунных болтов, темно-синего окраса шатунной головки и темных вкладышей. Но, если смазывание было достаточным, то причиной поломки может быть разрушение или износ самих подшипников.
К причинам выхода из строя шатуна также относится недостаточный уровень масла в двигателе, засорение масляного фильтра, несвоевременная замена масла в ДВС, загрязнение цилиндра абразивами и посторонними предметами, потеря маслом характеристик.
Ремонт шатунов
Шатуны ремонтируются в тех случаях, когда:
-
Деформирован стержень
-
Изношен зазор в верхней головке цилиндра
-
Изношена поверхность и зазор в нижней части головки
Перед началом работ деталь тщательно осматривается, измеряется ее овал и диаметр, зазоры в верхней и нижней части шатуна при помощи нутрометра.

Если все показатели в норме, то замена шатуна не понадобится. При деформации стержня отверстия головок непараллельны, что приводит к перекосу цилиндра. Об этом свидетельствует повышенная шумность ДВС при работе на холостом ходу, а также происходит износ коленвала, головки шатуна, поршня и стенок цилиндра. Еще одним методом проверки шатуна на деформацию является раскачка детали, установленной на специальной проверочной плите.
После всех измерений можно приступать к ремонту. Его качество зависит от хорошего спецоборудования.
Чтобы получить нужную геометрию зазора нижнего шатуна необходимо убрать небольшое количество металла с поверхности крышки головки. После этого крышка ставится назад и фиксируется при помощи болтов.
Расточка отверстия головки производится исходя из требуемого размера. Для этих целей используют расточный или универсальный станок. После этой операции выполняется хонингование.
Если зазор под поршневой палец увеличен, нужно заменить бронзовую втулку под верхнюю головку. Новая деталь примет нужный размер. Очень важно, чтобы отверстия головки и втулки совместились, так как масло, которое выходит из поршня, не попадет на поршневой палец.
Шатунные вкладыши рекомендуется дополнительно обработать антифрикционным покрытием.
atf.ru
Поршни и шатуны
Снятие
Снимите головку блока цилиндров и масляный поддон.
Проверните коленчатый вал и установите поршень первого цилиндра в положение нижней мертвой точки (НМТ).
Если в верхней части цилиндра образовался буртик, то его необходимо снять разверткой или шабером, не повредив стенку цилиндра. Образование буртика указывает на усиленный износ цилиндра.
Выверните болты крепления шатунной крышки первого цилиндра. Снимите крышку и выньте нижний шатунный вкладыш. Если вкладыш будет устанавливаться снова, то приклейте его клейкой лентой к снятой крышке.
Рукояткой молотка протолкните поршень в цилиндр и достаньте его через верхнюю часть блока цилиндров. Снимите верхний вкладыш шатунного подшипника и приклейте его клейкой лентой к снятому шатуну.
Поставьте крышку на шатун и закрепите болтами, чтобы сохранить прежний порядок сборки деталей.
Повторив указанные операции, снимите шатуны с поршнями в остальных цилиндрах.
Перед проверкой поршней с шатунами снимите с поршней поршневые кольца и тщательно очистите поршни.
Для снятия поршневых колец с поршней разожмите кольцо и вставьте под него равномерно по окружности два или три старых плоских щупа и по ним сдвиньте кольцо с поршня. Будьте осторожны, не поцарапайте поршень концами кольца. Кольца очень хрупкие и могут треснуть, если их разжимать слишком сильно. Обращайтесь осторожно с острыми рабочими кромками поршневых колец, чтобы не порезаться. Держите каждый набор колец вместе с поршнями для повторной установки их на свои места.
Очистите все следы нагара с верхней части поршня.
Удалите нагар из канавок под поршневые кольца, используя старое поршневое кольцо.
После удаления нагара очистите поршень с шатуном растворителем и вытрите насухо.
Тщательно осмотрите каждый поршень на наличие трещин на юбке и вокруг отверстий под поршневой палец.
Проверьте поршни на износ юбки и отверстия в головке, а также на отсутствие прогаров в днище поршня.
Очаги точечной коррозии на поршне указывают, что в камеру сгорания попадала охлаждающая жидкость. Необходимо выяснить причину попадания жидкости в камеру сгорания и устранить ее.
Определите зазор поршня в цилиндре, равный половине разности диаметров цилиндра и поршня.
Проверьте каждый шатун на износ, наличие трещин и искривление.
Шатуны обычно не требуют замены, кроме случаев, когда заклинило двигатель.
Установка
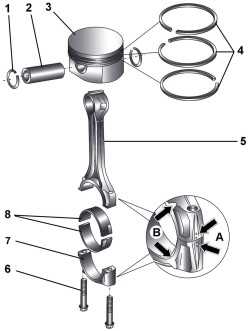
|
Рис. 3.1.73. Поршень и шатун: 1 – стопорное кольцо; 2 – поршневой палец; 3 – поршень; 4 – поршневые кольца; 5 – шатун; 6 – болт; 7 – крышки шатуна; 8 – шатунные вкладыши |
Перед установкой поршневого пальца 2 (рис. 3.1.73) необходимо нагреть поршень 3 до температуры 60 °С.
Отметьте монтажное положение поршня и номер цилиндра, в котором он установлен.
Стрелка на днище поршня должна указывать на шкив зубчатого ремня.
Замки поршневых колец располагаются под углом 120°.
Метка «TOP» на поршневом кольце должна быть направлена к днищу поршня.
Измерьте диаметр поршня.
Измерьте зазор в замке поршневого кольца.
Проверьте зазор между поршневым кольцом и канавкой поршня.
Перед установкой поршня в цилиндр поршневые кольца надо сжать приспособлением для стяжки поршневых колец.
На шатун и крышку шатуна нанесены идентификационные метки А, которые должны располагаться со стороны шкива зубчатого ремня.
На шатуне и крышке шатуна выполнены идентификационные приливы В, определяющие монтажное положение шатуна (номер цилиндра).
Шатун 5 поставляется в комплекте с крышкой шатуна 7.
При сборке болты 6 крышек шатунов необходимо заменить новыми.
При установке надо соблюдать правильное монтажное положение шатунного вкладыша.
Перед завинчиванием гайки 1 (см. рис. 3.1.73) крепления крышки шатуна резьбу гайки и болта необходимо смазать тонким слоем масла. При измерении радиального зазора шатуна, затяните гайки только моментом 30 Н·м.
Проверка зазора в замке поршневого кольца

|
Рис. 3.1.74. Использование щупа для измерения зазора в замке поршневого кольца |
Вставьте кольцо в соответствующий цилиндр и протолкните днищем поршня на глубину 15 мм, чтобы исключить перекос кольца при измерении, после чего достаньте поршень. Измерьте зазор щупом (рис. 3.1.74). Если зазор превышает норму, то замените кольца и повторите процедуру.
Если зазор слишком мал (что маловероятно), лучше всего подобрать новые кольца с нормативным зазором в замке. В противном случае из-за смыкания колец при работе двигателя произойдут серьезные поломки. В крайнем случае зазор можно увеличить, аккуратно подпилив торцы замка кольца тонким надфилем. Для этого зажмите надфиль в тиски с мягкими губками, заведите кольцо так, чтобы торцы замка оказались по обеим сторонам надфиля, и, медленно перемещая кольцо, снимите излишний материал. Имейте в виду, что металл кольца очень хрупкий и может легко сломаться.
Проверка зазора междупоршневыми кольцамии канавками поршней
|
Рис. 3.1.75. Использование щупа для измерения зазора между поршневым кольцом и стенкой канавки поршня |
Проверьте зазор между поршневым кольцом и стенкой канавки поршня. Для этого вставьте кольцо наружной стороной в соответствующую канавку и щупом измерьте зазор между поверхностью кольца и стенкой канавки (рис. 3.1.75). Если зазор превышает норму даже при установке нового кольца, замените поршень.
Измерение диаметра поршня
|
Рис. 3.1.76. Использование микрометра для измерения диаметра поршня |
Измерьте микрометром диаметр поршня в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 10 мм от нижнего края юбки поршня (рис. 3.1.76). Измеренное значение должно отличаться от номинального значения не более чем на 0,04 мм. Если износ поршня превышает предельно допустимый, то поршень подлежит замене.
Измерение диаметра цилиндра
|
Рис. 3.1.77. Места измерения диаметра цилиндра |
Диаметр цилиндра измеряют на трех уровнях в поперечном А (рис. 3.1.77) и продольном В направлениях. Зазор между поршнем и цилиндром определяется как разность измеренных диаметров цилиндра и поршня.Отклонение диаметра цилиндра от номинального значения не должно превышать 0,08 мм.
Шатуны
Шатуны не требуют замены, за исключением случаев заклинивания двигателя или других серьезных поломок. Проверьте состояние шатунов визуально. Шатуны, вызывающие сомнения, сдайте в мастерскую по ремонту двигателей для проверки и ремонта опытным специалистом.
Замена шатуна проводится только вместе с шатунной крышкой.
Снятые шатунные вкладыши и крышки шатунов устанавливайте обязательно на прежние места.
Перед снятием проверьте наличие идентификационных меток на шатуне и крышке шатуна. Нанесите на крышки шатуна номера соответствующих цилиндров, в которых они установлены.
Радиальный зазор шатуна проверяется так же, как и радиальный зазор в коренных подшипниках коленчатого вала, с помощью пластикового стержня Plastigage.
carmanz.com
Шатун и все,что нужно о нем знать.
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.

Строение шатуна
Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.

Снятие и установка шатунно-поршневой группы
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.

Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.

Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
ПОХОЖИЕ СТАТЬИ:
- Mercedes-Benz Concept седан — видео трейлер
- Бмв е90: описание,обзор,фото,видео,комплектация,характеристики.
- Volkswagen c coupe gte: обзор,описание,фото,видео,комплектация.
- Бмв е39: обзор,описание,фото,видео,комплектация,характеристики
- Опель Зафира: обзор,описание,фото,видео,комплектация.
- Какую сигнализацию лучше поставить на автомобиль с автозапуском.
- КАК ПРОИЗВОДЯТ АВТОМОБИЛИ В ГЕРМАНИИ — немецкие авто видео.
- Новый Audi Q2 2016-2017 описание технические характеристики фото видео
- Volkswagen Amarok 2017 года фото видео обзор описание комплектация.
- Как выбрать самый экономичный кроссовер по расходу топлива?
- Новый Audi SQ5 TDI: мгновенный эффект мощности с электрическим компрессором
- Обращение в СТО или ремонтировать самому?
- Как завести машину в мороз: советы и решения
- Датчик давления в шинах: описание,неисправности,виды,фото
- Особенности выбора автомобиля Мерседес S 222 с пробегом
seite1.ru