
Шатун и поршень
Шатун поршня предназначен для передачи энергии от поршня к коленвалу. Первые упоминания о применении подобных устройств относятся к концу третьего столетия н.э. Механизмы, похожие на современные шатуны, использовались на лесопилках Римской империи в Малой Азии. Они преобразовывали вращательное движение водяного колеса в поступательное для привода пилы. Аналогичные устройства археологи находили при раскопках в Эфесе, которые относятся к VI веку н.э.
Конструкция шатуна: особенности и обслуживание его элементов
В процессе работы шатун совершает два вида движения: возвратно-поступательное, где верхняя головка соединена с поршнем, и круговые, где нижняя головка соединяется с коленчатым валом.
Именно поэтому при эксплуатации двигателя данная деталь находится под постоянным воздействием высоких нагрузок.
Шатун состоит из следующих элементов:
Поршневая головка (верхняя)
-
Кривошипная головка (нижняя)
-
Силовой стержень
Поршневая головка
Соединение верхней головки с поршнем обеспечивает поршневой палец. Сама головка имеет неразборную цельную конструкцию. Поршневой палец может быть фиксированным и плавающим.
Сама головка имеет неразборную цельную конструкцию. Поршневой палец может быть фиксированным и плавающим.
В первом случае в головке шатуна проделывается цилиндрическое отверстие, которое изготовлено с очень высокой точностью — для того, чтобы обеспечить необходимый уровень натяга при соединении с пальцем.
В плавающих поршневых пальцах в верхнюю головку впрессовываются специальные биметаллические или бронзовые втулки. Но бывают двигатели, где эти втулки отсутствуют, а сам палец свободно вращается в отверстии головки шатуна. Чтобы подобная деталь работала нормально, следует обеспечить подвод смазки.
Верхняя головка шатуна работает в условиях очень высоких нагрузок, поэтому она имеет трапециевидную форму. Это нужно для того, чтобы увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя головка соединяет шатун с коленчатым валом.
Для каждого шатуна можно использовать лишь ту крышку, которая была установлена на заводе, так как она имеет определенный размер и вес. Поэтому при ремонте нельзя менять данный элемент.
По расположению стержня разъем головки может быть прямым (90° относительно оси стержня) и косым (под определенным углом к оси). Последний вид применяется для V-образных двигателей для уменьшения их размеров.
В нижнюю часть шатунной головки также устанавливаются подшипники скольжения, которые схожи с коренными вкладышами коленвала. Их производят из стальной ленты, внутренняя поверхность которой обработана антифрикционным материалом, обладающим высокой износостойкостью.
Наиболее популярным антифрикционным покрытием для подшипников скольжения шатунов является MODENGY Для деталей ДВС.
Оно эффективно снижает износ и трение, предотвращает задир поверхностей и заклинивание поршня в цилиндре. Материал устойчив к длительному воздействию моторного масла, предотвращает скачкообразное движение и в течение некоторого времени сохраняет работоспособность двигателя в режиме масляного голодания.
Отверждение покрытия возможно как при комнатной температуре, так и при нагреве. Удобная аэрозольная упаковка упрощает процесс нанесения благодаря тщательно настроенным параметрам сопла распылительной головки.
MODENGY для деталей ДВС доступно в наборе со специальным очистителем-активатором MODENGY. Предварительная обработка деталей Очистителем-активатором гарантирует отличную адгезию покрытия и его длительный срок службы.
Подробнее о нанесении покрытия смотрите ниже.
Силовой стержень
Большинство автопроизводителей изготавливают шатуны таким образом, что их стержень расширяется от верхней головки к нижней, а также имеет двутавровую форму. Следует отметить, что шатуны дизельных двигателей более прочны и массивны, чем у бензиновых агрегатов. В спортивных автомобилях шатуны изготавливают из алюминия. Это нужно для снижения массы транспортного средства.
Следует отметить, что шатуны дизельных двигателей более прочны и массивны, чем у бензиновых агрегатов. В спортивных автомобилях шатуны изготавливают из алюминия. Это нужно для снижения массы транспортного средства.
Все шатуны в двигателе должны одинаково весить, так как в противном случае вибрации от работы ДВС будут сильными. Это касается не только всего шатуна, но и обеих головок детали. Чтобы выровнять вес шатунов их для начала взвешивают на очень точных весах, а затем, ориентируясь на самый легкий шатун, аккуратно снимают часть металла с бобышек на стержне и головках детали.
Из чего сделан шатун?
Перед каждым автопроизводителем стоит две задачи: сделать массу деталей КШМ ниже и уменьшить затраты на производство. Но, так как шатуны работают под воздействием высоких нагрузок, уменьшение его массы может негативно сказаться на прочности.
При массовом производстве шатуны изготавливают методом литься из специального чугуна. Это приемлемо для бензиновых серийных двигателей, так как при таком подходе достигается практически идеальный баланс между прочностью детали и ее себестоимостью.
Это приемлемо для бензиновых серийных двигателей, так как при таком подходе достигается практически идеальный баланс между прочностью детали и ее себестоимостью.
В дизельных силовых агрегатах нагрузки больше, поэтому использовать подход, аналогичный с бензиновыми двигателями неуместно. В связи с этим для тяжелонагруженных шатунов используется метод горячей штамповки или горячей ковки, а в качестве конструкционного материала выступает легированная сталь. Такие детали намного прочнее литых, но их производство гораздо дороже.
Для автомобилей с мощными двигателями и спортивных моделей используются алюминиевые и титановые сплавы.
Благодаря такому решению повышается оборотистость двигателя и снижается вес всего агрегата. Титановые и алюминиевые шатуны весят на 50 % меньше, чем детали из чугуна и стали.
Немаловажно значение играет конструкционный материал болтов крепления крышки шатунной головки.
Причины неисправности и ремонт шатуна
Неисправности из-за которых выходит из строя шатун в большинстве своем происходят из-за износа деталей. Верхнюю головку ремонтируют редко, а ресурс втулки сопоставим с ресурсом самого двигателя. Но, в случае гидроудара, соударения поршня с головкой блока или попадания в камеру посторонних предметов и абразивных веществ стержень шатуна может изогнуться или вовсе разрушиться.
Из строя также выходят подшипники нижней головки. Это происходит из-за недостаточного смазывания детали. Признаками такой неисправности является замятие вкладышей, удлинение шатунных болтов, изменения окраски в шатунной головке (темно-синяя) и частей вкладышей (черные тона). Если смазывание протекало нормально, то причиной поломки может быть износ или разрушение самих подшипников.
Помимо этого, к причинам выхода из строя шатуна является недостаточный уровень масла в ДВС, засорение фильтрующего элемента, несвоевременная замена масла в двигателе, попадание в цилиндр абразивов и загрязнений, потеря маслом рабочих характеристик.
Шатуны подлежат ремонту при обнаружении:
-
Деформации стержня
-
Износа зазора в верхней головке цилиндра
-
Износа поверхности и зазора в нижней части головки
Перед началом ремонтных работ деталь нужно тщательно осмотреть. Для начала следует измерить овал и диаметр, а также зазоры в нижней и верхней части шатуна при помощи нутрометра. Если показатели в норме, то замена шатуна не потребуется. Если отверстия головок непараллельны, это свидетельствует о деформации стержня, которая приводит к перекосу цилиндра. О такой неисправности может подсказать громкий рев двигателя при работе на высоких оборотах. В этом случае происходит износ стенок цилиндра, поршня, головки шатуна и коленвала. Еще одним способом проверки детали на деформацию является установка шатуна на специальную проверочную плиту и его раскачка.
После этого можно приступать к ремонту. Помните, что качество работ очень зависит от хорошего специального оборудования.
Для достижения нужной геометрии зазора нижнего шатуна необходимо снять небольшое количество металла с поверхности крышки головки. После этой процедуры крышка устанавливается на штатное место и затягивается болтами.
Отверстие головки растачивается исходя из заданного размера. Для этого нужно воспользоваться универсальным или расточным станком. После расточки требуется выполнение хонингования.
При увеличении зазора под поршневой палец следует заменить бронзовую втулку под верхнюю головку. Новая деталь примет нужный размер. Главное, чтобы отверстия втулки и головки совместились, так как в противном случае масло, выходящее из поршня, не сможет попасть на поршневой палец.
Помните, что после расточки следует подогнать шатуны по массе. Для этого выбирается самая легкая деталь.
Шатунные вкладыши дополнительно рекомендуется обработать антифрикционным покрытием MODENGY Для деталей ДВС.
Сборка и установка поршня и шатуна — ЭнергоТехСтрой, Челябинск
Разбор и сборка пускового двигателя П-23У
Сборка поршня и шатуна
Для запрессовки втулки 9 (см. рис. 130) нагрейте шатун 15 до температуры 353…363 К (80…90°С). Запрессуйте втулку заподлицо с торцами головки шатуна. Втулку для запрессовки можно охладить до 223 К (—50 °С).
Нагрейте поршень до температуры 343…363 К (70…90°С). Смажьте моторным маслом поршневой палец и втулку шатуна. Соберите поршень с шатуном., протолкнув легкими ударами медного молотка поршневой палец. Палец должен входить от усилия не более 30 Н (3 кгс).
Запрессуйте с обеих сторон поршня заглушку 12 поршневого пальца. При выступании заглушек над поверхностью поршня опилите их.
Установите в канавки специальными щипцами последовательно маслосбрасывающее 13 и три компрессионных 14 кольца фаской к днищу поршня. Расположите стыки колец под углом 120° относительно друг друга. Установите в шатун и крышку нижней головки шатуна верхний 32 и нижний 31 вкладыши по ранее нанесенным меткам.
Расположите стыки колец под углом 120° относительно друг друга. Установите в шатун и крышку нижней головки шатуна верхний 32 и нижний 31 вкладыши по ранее нанесенным меткам.
Установка поршня и шатуна
Удалите нагар с верхней части поверхности цилиндров. Протрите цилиндры и шатунные шейки коленчатого вала 29 льняной салфеткой.
Смажьте моторным маслом шатунные шейки вала, вкладыши шатунов и крышек, цилиндры блока, поршни и шатунные болты. Установите по ранее нанесенным меткам поршни с шатунами в цилиндры, пользуясь для направления колец приспособлением. Шатун с меткой «1» должен быть установлен в первый цилиндр, с меткой «2» — во второй. Поршни перед установкой подбирайте соответственно размерным группам цилиндров.
Заведите шатун с болтами 16 нижней головки на шатунную шейку коленчатого вала. Установите крышку по ранее нанесенным меткам. Крышку с шатуном собирайте так, чтобы пазы под усики вкладышей находились с одной стороны. Закрепите крышку к шатуну, навернув на шатунные болты гайки 30.
Момент затяжки гаек 68,6 … 88,2 Н/м (7… 9 кгс/м). Допускается увеличение момента затяжки до 107,8 Н/м (11 кгс/м) для совмещения ближайшей прорези в гайке с отверстием в шатунном болте. Зашплинтуйте гайки, отогнув один конец шплинта на торец болта, другой на грань гайки.
Шатун должен перемещаться вдоль шейки вала от усилия руки.
Закройте крышкой люк поддона блока и установите на блок головку цилиндров.
конструкция, отличия и применяемость на двигатели Ваз.. Статьи компании «АвтоКлюч-63»
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер.
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.

- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение:
1) Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке:
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
2) Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
3) «Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
4) Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-,0050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
5) Головку поршня образуют днище и уплотняющая часть.![]()
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
6) «Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла.
При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня.
Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку.
На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище.
Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра. При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Применяемость моделей поршней на различных двигателях Ваз:
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0. 5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня.
Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка (ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы.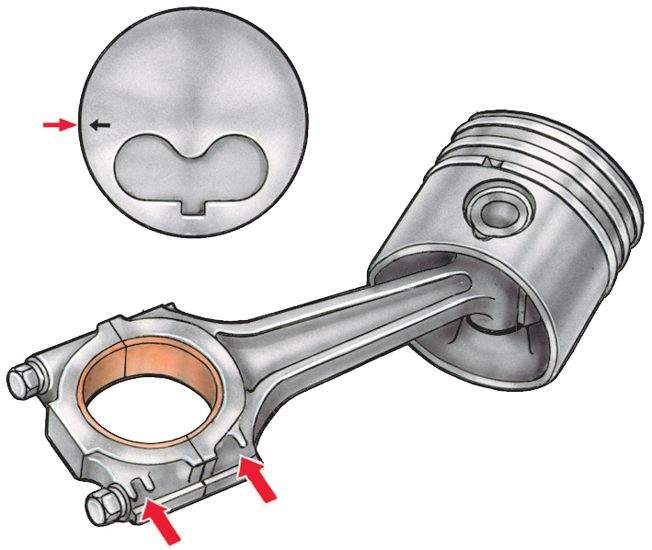 Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Шатун поршня двигателя (Часть1). — Автомастер
Шатун поршня двигателя (Часть1).
- Подробности
Шатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень — коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 — 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной — коленчатый вал.
Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.
Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.
- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.

Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.
На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее. При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.
На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0.001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.
Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 — 0. 03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.
Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.
В сумме оба веса должны дать общую массу шатуна.
В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
Баллада о кривых шаловливых ручонках — журнал «АБС-авто»
Обычно в балладах рассказывается о чем-то трагическом и монументальном. Вот, например, у Пушкина: взял вещий Олег в руки череп коня, а из оного черепа как выскочит змея в плохом настроении – и нет князя! Но наша баллада будет не о соблюдении техники безопасности (как у Александра Сергеевича), а о халтуре и ее последствиях при проведении ремонтных работ – как у английского поэта и священника XVII века Джорджа Герберта. Напомню, в этой балладе кузнец не забил гвоздь в подкову – и армия проиграла сражение.
Вступление. Металлолом
Итак, привез клиент на станцию старенькую машину – почините, говорит, ей мотор. Он работает, однако что-то плохо: греется, масло «жрет», да и вообще что-то там странно постукивает. Отвечают ему на СТО: «Конечно! Вот прям сейчас и починим вашу железную лошадку!».
Долго ли, коротко ли, но не прошло и пары-тройки месяцев, как машину возвращают счастливому владельцу. С новыми поршнями, кольцами, вкладышами, клапанами, прокладками и другими разными красивыми детальками. Катайся и радуйся!
Но радость, как это иногда случается, длилась недолго – не проехав и тысячи километров, двигатель «сдох» – а фактически взорвался, окончательно и бесповоротно. И восстановлению не подлежит, даже с использованием самых «древних» способов: уже ничего нельзя ни подварить, ни расточить, ни приклепать. Некуда и нечего. Груда железа, которой путь только на свалку.
И восстановлению не подлежит, даже с использованием самых «древних» способов: уже ничего нельзя ни подварить, ни расточить, ни приклепать. Некуда и нечего. Груда железа, которой путь только на свалку.
Автовладелец возвращается на СТО в «расстроенных чувствах» – и спрашивает: «Ну как же так?». А ему в ответ: «Ну, мы ж говорили, что не хватает деталей? А Вы подписали бумагу, в которой прописано, что наш сервис не отвечает за качество деталей, которые Вы нам не подвезли. Что Вы ж теперь от нас хотите?».
На что автовладелец говорит, что да, действительно – такую бумагу подписывал. Да – не подвез всех деталей. Но разве должен мотор вот так вот взрываться? Кажется, что дело тут нечисто…
И в самом деле – а что такого сделали ремонтники, чтобы из плохо, но работающего двигателя «соорудить» такую кучу металлолома?
Сюжет.
Между молотом и наковальнейРазборка двигателя показала, что один поршень в моторе полностью разрушился: от него остались лишь мелкие кусочки. Но одновременно с этим «приказал долго жить» и выпускной клапан в этом же цилиндре. А это – вполне себе характерная поломка, которая может указать на виновника происшествия.
Дело в том, что когда обрывается клапан и разрушается поршень, то в 99,9% случаев «виноват» клапан. Традиционный «сценарий» развития такой поломки следующий: когда на средних оборотах двигателя (по какой-то причине) разрушается клапан, его тарелка, оторвавшись от стержня и перемещаясь в цилиндре хаотично, попадает между поршнем и головкой блока.
Поршень фактически вбивает тарелку в стенку камеры сгорания, но его прочность в любом случае ниже прочности головки блока. Несколько таких ходов – и осколки поршня вместе с тарелкой осыпаются в поддон картера. Ну а дальше по цепочке – дыра в блоке цилиндров, убитая головка блока, коленвал. Свалка, в общем… Что на первый взгляд, полностью соответствовало общей картине происшествия.
Эксперт, проводивший исследование по просьбе владельца, не стал себя утруждать разными версиями и сразу сделал вывод о том, что поломка двигателя произошла вследствие разрушения клапана. Ну а клапану, очевидно, «помогли» ремонтники – якобы чего-то там не так точили, резали или притирали. Хотя никаких особых признаков кривого точения найти так и не удалось…
Естественно, выводы экспертизы не понравились руководству СТО – дескать, мы же предупреждали клиента, что он не предоставил всех необходимых запчастей, а значит, мы можем ставить что угодно – и ответственности ни за что мы не несем. А вот и бумага, подписанная клиентом…
Ну, раз такое дело – решили сделать еще одну экспертизу. И совершенно неожиданно выяснился крайне странный, интересный и серьезный факт.
В исследуемом двигателе применяется неподвижная посадка поршневых пальцев в верхних головках шатунов – ее также называют прессовой. Если палец запрессован в отверстие шатуна, то он будет сидеть неподвижно, а поршень сможет вращаться на пальце. Но оказалось, что почти все пальцы в данном моторе свободно «ходят» (а проще говоря, болтаются) в отверстиях шатунов. Причем некоторые из них можно было просто вытащить рукой.
Но оказалось, что почти все пальцы в данном моторе свободно «ходят» (а проще говоря, болтаются) в отверстиях шатунов. Причем некоторые из них можно было просто вытащить рукой.
К чему это привело? «Болтающийся» палец во время работы двигателя сдвигается в шатуне от своего нормального среднего положения до упора в ту или другую сторону. Упор этот – стенка цилиндра, которую палец начинает грызть своей острой кромкой и прогрызает в ней огромную «канаву». В большинстве цилиндров мотора такие «канавы» обнаружились. А в том цилиндре, где рухнул поршень, канава оказалась самой глубокой и широкой…
Если выдвинуть палец до упора в стенку цилиндра, то окажется, что у него остается опора только на одну бобышку поршня, а на второй бобышке опоры пальца практически нет: его торец «зацепляет» только за самый край отверстия. Тогда при работе двигателя край этой бобышки на поршнях очень быстро срабатывается, а от возрастающих ударных нагрузок на палец другая бобышка быстро разрушается. Вместе со всем поршнем.
Тогда при работе двигателя край этой бобышки на поршнях очень быстро срабатывается, а от возрастающих ударных нагрузок на палец другая бобышка быстро разрушается. Вместе со всем поршнем.
Признаки этой неисправности очевидны – «канава» на стенке цилиндра, на одной бобышке следы перекоса пальца (на обоих краях отверстия есть характерный износ), а на другой – «разбитый» внутренний край.
На пальце видны не только разбитые края, но и несимметричные следы приработки и даже следы приработки к отверстию в шатуне, с которым он должен быть неподвижно соединен. Именно такая картина и обнаружилась на большинстве поршней двигателя.
Кульминация. Конфликт в металле
Причина поломки мотора стала более понятной. Но вот что послужило появлению этой самой причины? И соответственно – кто виноват? И с чего это вдруг отверстия в шатунах увеличились? Или это пальцы уменьшились? А почему тогда до ремонта ничего не увеличивалось и не уменьшалось?
При сдвиге до упора палец теряет опору на одну из бобышек. ..
..Для выяснения причины и виновника необходимо пройти по всей цепочке – от момента приема двигателя в ремонт до поломки. И сравнить состояние деталей, найти все факторы, которые могли оказать критическое воздействие. Когда такую работу провели, выяснилось, что ни в эксплуатации, ни при разборке узла (при выпрессовке пальца из головки шатуна) никаких критических сил не возникает. Под подозрением осталась единственная операция – сборка поршня с шатуном.
…что видно по характерной выработке на краю отверстия бобышкиИз многолетней и широко известной ремонтной практики: чтобы собрать конструкцию «шатун – поршень», верхнюю часть шатуна надо нагреть, чтобы отверстие верхней головки расширилось, и «натяг» пальца в отверстии превратился в зазор – тогда с помощью специальной оправки можно «от руки» вставить холодный палец на место.
Весь вопрос состоит в том, до какой температуры допустимо нагревать шатун? На головках шатунов была выявлена окалина, они приобрели серый цвет – что говорит о том, что нагреты они были выше 300°С. Хотя по известным данным температура головок не должна превышать 200°С.
Хотя по известным данным температура головок не должна превышать 200°С.
Ну и что тут такого? – думает иной начинающий механик, обладатель «шаловливых кривых ручонок». Железка же: нагрел побольше, чтобы палец легче встал на место!
Да, действительно, при перегреве шатуна палец легко встанет. Но вот потом обязательно начнутся большие проблемы – что, собственно, в данном случае и произошло. Когда холодный палец соприкасается с перегретым шатуном, место контакта начинает интенсивно охлаждаться. И металл пытается сжаться на внутренней поверхности отверстия. Но перегрет-то (и расширен) весь объем металла головки шатуна. И естественно, сильно нагретые наружные слои верхней головки стараются «не пустить» внутренние сжаться. В результате такого «конфликта» слоев в головке возникают буквально «зверские» напряжения растяжения.
Несимметричные следы приработки на пальце — типичные признаки его сдвига и вращения в отверстии верхней головки шатунаНо головка-то перегрета, а прочность металла снижена! Результат очевиден – если напряжения превысят предел пластичности металла при данной температуре нагрева, то после остывания в детали возникнут остаточные деформации. То есть диаметр отверстия в верхней головке шатуна просто увеличится, а палец потеряет натяг. И чем выше температура перегрева, тем ярче будет проявляться этот эффект.
То есть диаметр отверстия в верхней головке шатуна просто увеличится, а палец потеряет натяг. И чем выше температура перегрева, тем ярче будет проявляться этот эффект.
«Полуфинал» истории – технические подробности и «шаловливые кривые ручонки»
Каждый уважающий себя ремонтник-профессионал, прежде чем приступить к работе с двигателем, сначала читал книги, инструкции и статьи по теме. В частности, по замене поршней написано много – и давно уже существует широко известная технология определения температуры нагрева шатунов, даже если в мастерской нет печи с контролем температуры (которой, кстати, не бывает ни в частном гараже, ни на СТО у дилера).
Эта технология была разработана еще в те времена, когда для ремонта ВАЗовских автомобилей у советских ремонтников, кроме гаечных ключей и отверток, в общем-то, ничего и не было. Поэтому нагревание шатуна проводилось с использованием «подручных средств», в частности, обычной бытовой электроплитки.
Все очень просто: шатун кладется на плитку верхней головкой, а на нее – кусочек мыла. И вот когда постепенно, минут через 15, мыло приобретет темно-коричневый цвет, значит, все, головка нагрета до искомых 200°С – можно собирать.
Отметим также, что в прошлом некоторые механики предпочитали нагревать шатуны паяльной лампой, но такой способ давно вышел из употребления – он опасен не только в помещении, но даже на улице.
Это все медленные способы нагрева – перегреть шатун теоретически можно, но «упаришься» ждать, пока он перегреется. А вот быстрый нагрев опасен, поскольку приводит к неконтролируемому перегреву. Например, нагревать деталь с помощью газовой горелки (даже при использовании мыла в качестве «индикатора») категорически нельзя – нагрев будет столь быстрым и интенсивным, что мыло даже не успеет отреагировать.
Но халтурщик с «шаловливыми кривыми ручонками» такими сложными материями не «заморачивается». И книг не читает – хотя в них все написано, подробно и тщательно. Он хватает сразу горелку, благо она тут же, рядом, у ребят в кузовном цехе… Раз – и готово.
Финал – с юридической моралью
У подавляющего большинства автомобилей разборка-сборка поршней и шатунов предусмотрена в ремонтной технологии и подробно изложена в ремонтной документации. Однако в исследуемом двигателе все наоборот – ремонт узла «шатун – поршень» вообще запрещен: производитель автомобиля в документации предусматривает лишь замену всего узла в сборе. О чем так и сказано – разбирать запрещено.
Очевидно, если двигатель достаточно старый, найти узел становится очень трудно или вообще невозможно – производитель его просто перестал выпускать. А вот отдельно поршень с пальцем найти легко: по прошествии 5–7 лет их различные типоразмеры уже производит множество независимых фирм. Именно так и случилось с упомянутым двигателем – шатуны в сборе с поршнями оказались несбыточной мечтой владельца, пришлось покупать поршневые группы. В надежде на то, что операция по перепрессовке поршней на шатунах не станет большой проблемой.
Но не тут-то было. Потому что в этот момент в нашей балладе опять появляется руководство СТО. Как только выяснилось, что найти узел «шатун – поршень» в сборе клиент не смог, то это самое руководство вызвало его «на ковер». И заявило, что для того чтобы отремонтировать мотор, придется нарушить все самые железные правила «мануала» и пойти на совершенно смертельный риск – собрать узел самим. Но поскольку оно (руководство то есть) ничего гарантировать при таком серьезнейшем нарушении инструкций не может (и даже наоборот) – то клиент обязан подписать «отказную» бумагу. Дескать, шатуны нуждаются в обязательной замене, но клиент их не предоставил. И потому СТО ни за что не отвечает.
Как только выяснилось, что найти узел «шатун – поршень» в сборе клиент не смог, то это самое руководство вызвало его «на ковер». И заявило, что для того чтобы отремонтировать мотор, придется нарушить все самые железные правила «мануала» и пойти на совершенно смертельный риск – собрать узел самим. Но поскольку оно (руководство то есть) ничего гарантировать при таком серьезнейшем нарушении инструкций не может (и даже наоборот) – то клиент обязан подписать «отказную» бумагу. Дескать, шатуны нуждаются в обязательной замене, но клиент их не предоставил. И потому СТО ни за что не отвечает.
Владелец, уверенный, что на станции работают порядочные люди и хорошие профессионалы, а также вспоминающий, что когда-то он и сам своими руками собирал поршни с шатунами на своих «жигулях», с легкостью подписывает документ. Что дальше, известно – шатуны перегревают, пальцы теряют натяг, мотор собирают с этим дефектом, выпускают машину, и через 1000 км мотор взрывается.
Итак, «кто виноват» в данной коллизии? То есть – кто будет платить за «банкет»?
С одной стороны, СТО нарушило инструкцию производителя: тот самый «мануал». Но – по настоянию клиента, о чем есть соответствующий документ, им подписанный. При этом (хотя производитель не указал, как разбирать и собирать узел) существуют общеизвестные методы сборки таких узлов. Которые надо выполнять – если, несмотря на запрет производителя, принято решение о выполнении запрещенной работы.
Но – по настоянию клиента, о чем есть соответствующий документ, им подписанный. При этом (хотя производитель не указал, как разбирать и собирать узел) существуют общеизвестные методы сборки таких узлов. Которые надо выполнять – если, несмотря на запрет производителя, принято решение о выполнении запрещенной работы.
То есть, если уж нарушаешь, то нарушай правильно! Такой вышел парадокс – нарушая «мануал», на СТО могли его нарушить «правильно», и тогда мотор ездил бы долго и счастливо, но нарушили его «неправильно» – и мотор скоропостижно «умер». И третий вариант – вообще ничего не нарушать, а просто положить разобранный мотор в багажник и отправить клиента на все четыре стороны. Самый безопасный. Но почти без денег.
СТО выбрало путь нарушения, и можно предположить, что общеизвестной технологией сборки пренебрегли лишь потому, что у СТО была «индульгенция», по которой клиент отказывается от возможных претензий. То есть, не исключено, просто «дали потренироваться» ученику. А почему нет – за все же клиент платит, не так ли?
С юридической точки зрения, согласно известным «Правилам оказания услуг/выполнения работ по техническому обслуживанию и ремонту автотранспортных средств» при невозможности проведения каких-либо работ исполнитель обязан своевременно предупредить заказчика и составить документ, в котором указать не устраненные неисправности. При этом исполнитель вправе расторгнуть договор и потребовать возмещения своих затрат. Но не обязан…
Казалось бы, все было сделано «по закону»: и заказчик был предупрежден, и бумага составлена, и даже работа какая-то выполнена. Но полностью испорчена. При этом исполнитель не воспользовался своим правом расторгнуть договор, понадеявшись на свою юридическую грамотность, но полностью упустил техническую сторону дела, проявив полную техническую неграмотность и халатность. Халтура, одним словом. Почему?
Все очень просто: если не можешь качественно выполнить работу, то и не берись за нее. Благо закон тебе такую возможность предоставляет. А если взялся, то не обкладывайся «индульгенциями»: они не спасут. Еще и деньги взял за работу? Да ты просто «попал», и теперь будешь нести ответственность «по полной».
Вот такая баллада получилась, такая мораль…
- Александр Хрулев, канд. техн. наук, директор фирмы «АБ-Инжиниринг»
Поршень и шатун в сборе — Блог о двигателе Cummins
Сегодня мы рассмотрим порядок снятия поршня и шатуна в сборе.
Сначала необходимо повернуть коленчатый вал так, чтобы поршень оказался чуть ниже зоны отложения нагара, которая расположена выше зоны хода поршневых колец. Для удаления нагара следует применять абразивный брусок, номер по каталогу 3823258, или его аналог и растворитель. Нужно помнить о токсичности и воспламеняемости некоторых растворителей.
На каждый поршень необходимо нанести номер соответствующего цилиндра.
Затем следует повернуть коленчатый вал так, чтобы поршень оказался в нижней мертвой точке для снятия крышки шатуна.
На каждый шатун и его крышку также надо нанести номер соответствующего цилиндра.
Двигатели с разъемными шатунами с горизонтальным разъемом
- Следует снять гайки, крышку шатуна и нижний вкладыш шатунного подшипника.
- Затем нанести метку — номер цилиндра и букву «Н» (низ) — на плоскую поверхность выступа вкладыша.
Далее необходимо вытолкнуть поршень в сборе с шатуном из цилиндра осторожно, чтобы не повредить шатун или вкладыш.
После этого необходимо снять верхний вкладыш шатунного подшипника и нанести метку — номер цилиндра и букву «В» (верх) — на плоскую поверхность выступа вкладыша.
Теперь можно снимать поршень с шатуном в сборе двумя руками.
Если планируется применять детали повторно, поршень и шатун в сборе необходимо монтировать в тот же цилиндр, с которого они были сняты, чтобы обеспечить точное прилегание приработавшихся поверхностей.
Поэтому к поршню с шатуном в сборе необходимо прикрепить бирку с номером цилиндра, с которого они были сняты.
Поршни в сборе с шатунами лучше всего убрать в ящик для защиты их от повреждений.
Двигатели с разъемными шатунами с угловым разъемом
- Необходимо провернуть коленчатый вал так, чтобы поршень оказался чуть ниже зоны отложения нагара, которая обычно располагается выше зоны хода поршневых колец.
- Для удаления нагара можно применять абразивный брусок, номер по каталогу 3823258, или его аналог и растворитель.

На каждый поршень следует нанести номер соответствующего цилиндра.
Коленчатый вал нужно провернуть так, чтобы поршень оказался в нижней мертвой точке для снятия крышки шатуна.
На каждый шатун и его крышку следует проставить номер соответствующего цилиндра.
После этого можно отвернуть болты шатуна, но снимать их пока не нужно.
Молотком с резиновой головкой необходимо постучать по болтам шатуна для страгивания крышек со штифтов.
Если на двигателе монтированы шатуны с нижней головкой разрывного типа, следует соблюдать осторожность при снятии крышки во избежание повреждения контактных поверхностей шатуна или крышки. Если контактные поверхности в зоне разрыва были повреждены, нужно обязательно заменить шатун и его крышку для снижения вероятности повреждения двигателя. Нарушение правил сборки может привести к повреждению шатуна.
Далее необходимо снять болты шатуна, крышку шатуна, нижний вкладыш шатунного подшипника, нанести метку — номер цилиндра и букву «Н» (низ) — на плоскую поверхность выступа вкладыша.
Вытолкните поршень в сборе с шатуном из цилиндра осторожно, чтобы не повредить шатун или вкладыш.
Затем следует снять верхний вкладыш шатунного подшипника и нанести метку — номер цилиндра и букву «В» (верх) — на плоскую поверхность выступа вкладыша.
Теперь можно снимать поршень с шатуном в сборе двумя руками.
Если планируется применять детали повторно, поршень и шатун в сборе необходимо монтировать в тот же цилиндр, с которого они были сняты, чтобы обеспечить точное прилегание приработавшихся поверхностей.
Поэтому к поршню с шатуном в сборе необходимо прикрепить бирку с номером цилиндра, с которого они были сняты, а также положить поршни в сборе с шатунами в ящик для защиты их от повреждений.
Поршневая группа и шатуны
Категория:
Техническое обслуживание автомобилей
Публикация:
Поршневая группа и шатуны
Читать далее:
Поршневая группа и шатуны
Поршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатун на коленчатый вал. Поршень состоит из трехосновных частей: днища, уплотняющей части с проточенными в ней канавками для поршневых колец и юбки, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня вместе с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским (двигатели ЗИЛ-130, ГАЗ-53-11), выпуклым (двигатель автомобидя «Москвич-2140») и фасонным (дизели ЯМЗ, КамАЗ).
При такте рабочего хода поршень воспринимает давление газов и передает его через шатун на коленчатый вал. Поршень состоит из трехосновных частей: днища, уплотняющей части с проточенными в ней канавками для поршневых колец и юбки, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня вместе с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским (двигатели ЗИЛ-130, ГАЗ-53-11), выпуклым (двигатель автомобидя «Москвич-2140») и фасонным (дизели ЯМЗ, КамАЗ).
Наибольшее распространение в карбюраторных двигателях получили плоские днища, отличающиеся относительной простотой изготовления. Днище и уплотняющая часть составляют головку поршня, на которой располагаются компрессионные и маслосъемные кольца. Число колец зависит от типа двигателя и частоты вращения коленчатого вала. Зазор между головкой поршня и стенкОй цилиндра находится в пределах 0,4—0,6 мм.
Юбка поршня, имеющая форму конуса овального сечения, является направляющей при его движении в цилиндре. С внутренней стороны она имеет охлаждающие ребра и приливы — бобышки с отверстиями для поршневого пальца. На юбке поршня ряда двигателей с одной стороны сделаны Т- или П-об-разные тепловые прорези, предупреждающие заклинивание поршня при нагревании.
Рекламные предложения на основе ваших интересов:
Для свободного перемещения поршня необходим и зазор между его юбкой и зеркалом цилиндра, который при их нормальном тепловом состоянии (80—95 °С) для различных моделей двигателей равен 0,04— 0,08 мм.
Для предотвращения задиров поршня при нагреве на его поверхности около торцов поршневого пальца делают местные углубления — холодильники, которые также способствуют отводу тепла от поршня и улучшают условия его смазывания.
Рис. 1. Поршни:
а — карбюраторных двигателей; б — дизелей КамАЗ; в — дизелей ЯМЗ
В дизелях с непосредственным впрыском (дизели КамАЗ-740, ЯМЭ-238) в днище поршня располагается камера сгорания, а юбка поршня имеет также форму конуса овального сечения, но без прорезей, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня отдельных двигателей (КамАЗ-740, ВАЗ-2108) имеются боковые выемки для прохода противовесов коленчатого вала.
Кроме того, в нижней части юбки поршня отдельных двигателей (КамАЗ-740, ВАЗ-2108) имеются боковые выемки для прохода противовесов коленчатого вала.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2—8 г.
На днище поршня действуют высокие температуры, поэтому для повышения износостойкости первой канавки поршня под верхнее поршневое кольцо устанавливают чугунную кольцевую вставку (у двигателей ЗИЛ-130, КамАЗ-740 и др.).
При переходе поршня через в.м.т. он смещается в боковом направлении от одной стенки цилиндра к другой, что сопровождается стуками. Для их устранения на двигателях автомобилей ЗИЛ-130, ГАЗ-53-12, «Москвич-2140» и др. ось отверстия под поршневой палец смещают на 1,6 мм от диаметральной плоскости поршня в правую сторону двигателя (по ходу движения автомобиля)
Поршни в цилиндры следует устанавливать так, чтобы боковое давление во время рабочего хода испытывала та часть поршня, где нет тепловых прорезей. С этой целью на днище поршня делают метку или стрелку, которая при установке поршня в цилиндр, должна быть обращена к передней части двигателя.
С этой целью на днище поршня делают метку или стрелку, которая при установке поршня в цилиндр, должна быть обращена к передней части двигателя.
Поршневые кольца. Основная функция поршневых колец — уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень — цилиндр — канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
Компрессионные кольца подбирают с определенным зазбром (0,02—0,07 мм) по высоте к канавке поршня. При установке поршня в цилиндр кольца сжимаются до небольшого зазора в замке и плотно прилегают к поверхности цилиндра, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо снимает излишки масла со стенок цилиндра и отводит его в поддон картера.
Поршневые кольца изготовляют из легированного чугуна, а для двигателей с большими динамическими нагрузками — из специальной стали.
Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо отличается от компрессионного прорезями для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные масло-съемные кольца. Например, в двигателе ЗИЛ-130 на каждый поршень устанавливают три компрессионных кольца и одно составное маслосъемное. Составное маслосъемное кольцо разборное, оно состоит из двух стальных кольцевых дисков и двух расширителей: осевого и радиального.
Компрессионные кольца в канавках поршня и в чугунной вставке располагают так, чтобы выточки на внутренних цилиндрических поверхностях колец были обращены вверх, в сторону днища поршня.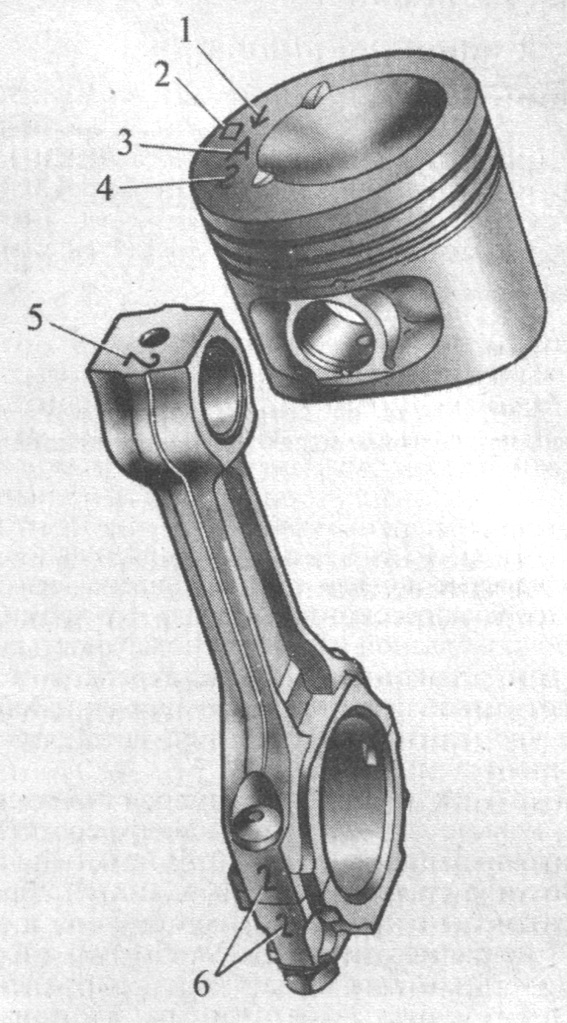 Наружная поверхность нижнего компрессионного кольца имеет небольшую конусность, большее основание которого обращено вниз, что способствует лучшему уплотнению соединения поршень — цилиндр.
Наружная поверхность нижнего компрессионного кольца имеет небольшую конусность, большее основание которого обращено вниз, что способствует лучшему уплотнению соединения поршень — цилиндр.
У большинства двигателей зазор в замках двух верхних компрессионных колец и чугунного маслосъем-ного составляет 0,25—0,60 мм, в нижнем компрессионном кольце — 0,15— 0,40 мм, а в замке кольцевых дисков составного маслосъемного кольца — 0,8—1,4 мм.
При наличии чугунного масло-съемного кольца замки всех колец при установке их на поршень располагают по окружности под углом 90°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ (токами высокой частоты). Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня.
По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня.
Рис. 2. Поршневые кольца:
а—типы поршневых колец; б—расположение колец на поршне
Рис. 3. Шатунно-поршневая группа
При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного расширения алюминиевого сплава и стали. Для устранения этого явления палец в бобышках устанавливают с натягом 0,01—0,02 мм, нагревая поршень до температуры 80—90 °С, что обеспечивает поддержание нормального теплового зазора (0,01—0,03 мм) в этом сопряжении на всех режимах работы двигателя.
Шатун. Он служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатие, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутаврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал.
Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (у дизелей ЯМЗ), плоскость разъема головки делают под углом (косой срез), что позволяет уменьшить радиус окружности, описываемой нижней частью шатуна.
Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава.
Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыше делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал (у двигателей ЗИЛ-130, ЗМЗ-53-11):
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6—8 г. В У-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740 метки выбивают в виде трехзначных номеров. Кроме того, на крышке шатуна выбивают порядковый номер цилиндра. Так, у двигателя ЗИЛ-130 метка на днище поршня должна быть направлена к передней части двигателя. При этом метка на шатуне для левого ряда цилиндров должна быть направлена в одну сторону с меткой на поршне, а метка на шатуне для правого ряда цилиндров должна быть направлена в противоположную сторону относительно метки на поршне.
Кроме того, на крышке шатуна выбивают порядковый номер цилиндра. Так, у двигателя ЗИЛ-130 метка на днище поршня должна быть направлена к передней части двигателя. При этом метка на шатуне для левого ряда цилиндров должна быть направлена в одну сторону с меткой на поршне, а метка на шатуне для правого ряда цилиндров должна быть направлена в противоположную сторону относительно метки на поршне.
—
В поршневую группу входят поршни, поршневые кольца и поршневые пальцы. Поршень представляет собой металлический стакан, донышком обращенный вверх. Он воспринимает давление газов при рабочем ходе и передает его через поршневой палец и шатун на коленчатый вал. Отливают поршни из алюминиевого сплава.
Поршень имеет днище, уплотняющую и направляющую (юбка) части. Днище и уплотняющая часть составляют головку поршня.
Днище поршня вместе с головкой цилиндра образует камеру сгорания. В головке поршня проточены канавки для поршневых колец.
Рис. 4. Головка и блок цилиндров V-образного восьмицилиндрового двигателя 3M3-53: 1 — головка правого ряда цилиндров, 2 — гильза цилиндра, 3 — прокладка гильзы, 4 — направляющий поясок для гильзы, 5 — блок цилиндров, 6 — прокладка крышки распределительных шестерен, 7 — сальник переднего конца коленчатого вала, 8 — крышка распределительных шестерен, 9 — прокладка головки цилиндров
Рис. 5. Детали кривошипно-шатунного механизма двигателя ЗИЛ-130:
1 — поршень, 2 —вкладыши коренных подшипников коленчатого вала, 3 — маховик, 4— коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника, 6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника, 10 — передняя шейка копенчатого вала, 11 — крышка переднего коренного подшипника, 12—шестерня, 13 — носок коленчатого вала, 14 — шкив, 15—храповик, 16 — упорная шайба, 17 — биметаллические шайбы, 18 — шатунные шейки коленчатого вала, 19 — вкладыши шатунного подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна, 23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка, 27 — маслосбрасывающий гребень, 28 — дренажная канавка
5. Детали кривошипно-шатунного механизма двигателя ЗИЛ-130:
1 — поршень, 2 —вкладыши коренных подшипников коленчатого вала, 3 — маховик, 4— коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника, 6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника, 10 — передняя шейка копенчатого вала, 11 — крышка переднего коренного подшипника, 12—шестерня, 13 — носок коленчатого вала, 14 — шкив, 15—храповик, 16 — упорная шайба, 17 — биметаллические шайбы, 18 — шатунные шейки коленчатого вала, 19 — вкладыши шатунного подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна, 23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка, 27 — маслосбрасывающий гребень, 28 — дренажная канавка
Поршни двигателя ЯМЗ-740 изготовлены из высококремнистого алюминиевого сплава, имеют вставки из жаропрочного чугуна под верхнее компрессионное кольцо, в толстостенном днище поршня выполнена камера сгорания.
Уплотняющая часть поршня имеет диаметр, увеличивающийся книзу. Юбка поршня имеет две бобышки (приливы) с отверстиями для поршневого пальца. Каждая бобышка связана с днищем поршня двумя ребрами. Юбка поршня двигателя ЯМЗ-740 в нижней части имеет боковые выемки для прохода противовесов коленчатого вала при его вращении.
Юбка поршня имеет две бобышки (приливы) с отверстиями для поршневого пальца. Каждая бобышка связана с днищем поршня двумя ребрами. Юбка поршня двигателя ЯМЗ-740 в нижней части имеет боковые выемки для прохода противовесов коленчатого вала при его вращении.
Юбка поршня обычно имеет прорези, которые предупреждают заедание поршня при нагреве и позволяют уменьшить зазор между гильзой цилиндра и поршнем. Заклинивание поршня исключают также приданием юбке овальной формы. Диаметр поршня в плоскости, перпендикулярной оси пальца, делают больше, чем в направлении оси поршневого пальца (у ЗИЛ-130 на 0,52 мм). При нагревании поршень расширяется сильнее в направлении оси поршневого пальца, где в бобышках сосредоточена наибольшая масса металла. Поэтому овальный поршень при нагреве получит цилиндрическую форму.
Отверстие под поршневой палец располагается не по оси симметрии поршня, а смещено на 1,5 мм (ЗМЗ-24, 3M3-53) вправо по ходу автомобиля. Этим уменьшается сила удара поршня о стенки гильзы при переходе его через в. м. т. в процессе сгорания — расширения газов.
м. т. в процессе сгорания — расширения газов.
Для улучшения приработки поршней к гильзам цилиндров и предохранения их от задиров юбку поршня покрывают тонким слоем олова или коллоидного графита (ЯМ3-740).
Поршневые кольца устанавливают в канавки, расположенные в головке поршня. Они подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют поршень в гильзе цилиндра и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца, кроме того, снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.
Рис. 6. Поршневые кольца двигателей: а — внешний вид, 6 — расположение колец на поршне (ЗИЛ-130), в — составное маслосъемное кольцо; 1 — компрессионное кольцо, 2 — маслосъемное кольцо, 3 — плоские стальные диски, 4 — осевой расширитель, 5 — радиальный расширитель
Поршневые кольца изготовляют из чугуна или стали. Для установки на поршень кольца имеют разрез, называемый замком. Маслосъемное кольцо отличается от компрессорных колец сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
В целях повышения износостойкости поверхность верхнего поршневого кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова. Нижнее компрессионное кольцо двигателя ЯМЗ-740 покрыто молибденом.
На наружной и внутренней поверхностях компрессионных колец выполняют фаски или канавки.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого и радиального расширителей. Вследствие быстрой прирабатываемости и упругости стальные кольца хорошо прилегают к гильзе цилиндра.
Поршневой палец служит для соединения поршня с шатуном и представляет собой короткую трубку. Пальцы изготовляют из легированной цементованной стали или из углеродистой стали, Закаленной токами высокой частоты.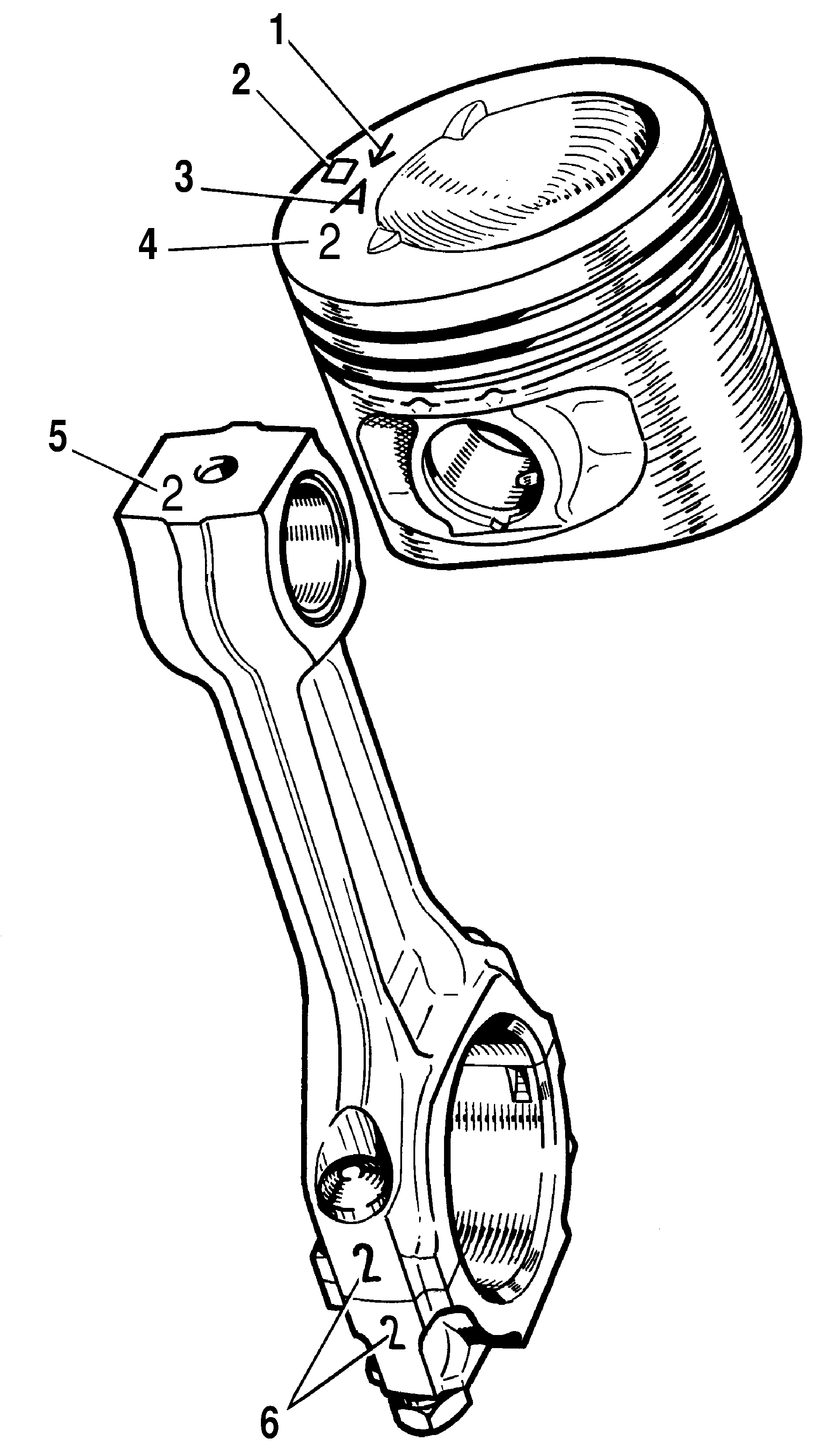 Наиболее распространены «плавающие» пальцы, свободно поворачивающиеся во втулке верхней головки шатуна и в бобышках поршня. От осевого смещения поршневой палец предохраняется стопорными кольцами, вставляемыми в выточки обеих бобышек поршня.
Наиболее распространены «плавающие» пальцы, свободно поворачивающиеся во втулке верхней головки шатуна и в бобышках поршня. От осевого смещения поршневой палец предохраняется стопорными кольцами, вставляемыми в выточки обеих бобышек поршня.
Рекламные предложения:
Читать далее: Основные типы механизмов газораспределения
Категория: — Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
Wiseco Automotive Коленчатые валы и шатуны
Кованый нижний конец Advantage
В основе любого ремонта нижней части лежит прочный кованый коленчатый вал в сборе, обеспечивающий прочность и надежность, намного превосходящие любые литые детали, которым не хватает согласованности. Кованые коленчатые валы благодаря более легкому весу, более компактным размерам и лучшему демпфированию, имеют более высокие обороты и более плавный ход, чем их литые аналоги.
Эта часть двигателя испытывает огромную нагрузку из-за скручивания и изгиба 1000 раз в минуту при работе под нагрузкой, вы не хотите, чтобы низкокачественный продукт разрушил двигатель.Инженеры Wiseco работали вместе с K1 Technologies, чтобы спроектировать наши коленчатые валы так, чтобы они соответствовали или часто превышали допуски OEM, что давало вам наилучшую основу для восстановления нижней части.
K1 Кованые коленчатые валы
Wiseco и K1 Technologies объединились, чтобы представить вам одни из лучших коленчатых валов, доступных сегодня на рынке. Все коленчатые валы изготовлены из стали 4340, сердечник закален и отпущен для уменьшения напряжение и оптимизация прочности на разрыв. Коленчатые валы изготавливаются методом азотирования для закалки, а не с индукционной термообработкой.Это исключает размягчение между журналами и деформацией. Наши коленчатые валы также имеют прямые масляные отверстия для лучшего смазывания шейки шатунов, чтобы гарантировать, что вы получите лучший кривошип за свои деньги. Каждый коленчатый вал K1 проверяется на магнитные частицы и выдерживается с максимальным допуском на размер шейки 0,0002 дюйма.
Противовесы размещены для оптимального снижения нагрузки и простоты балансировки.
Каждый коленчатый вал K1 проверяется на магнитные частицы и выдерживается с максимальным допуском на размер шейки 0,0002 дюйма.
Противовесы размещены для оптимального снижения нагрузки и простоты балансировки.
Шатуны K1 кованые и заготовки
K1 предлагает два различных типа шатунов, изготовленных из кованой стали 4340 и заготовки из стали 4340.Фирменные болты, производимые ARP в соответствии со спецификацией K1, имеют асимметричную резьбу, чтобы равномерно нагружать каждую резьбу под давлением. Шатуны дробеструйная обработка для повышения усталостной долговечности и обработка в США с использованием наших современных хонинговальных головок Sunnen. Допуски на внутренний диаметр корпуса +/- .000050 ”(50 миллионных долей) соответствуют самым жестким принятым допускам в отрасли. Стержни имеют крышки с двойными перемычками для уменьшения деформации отверстия корпуса, и между лопастями нет гребня, действующего как концентратор напряжения. Стержни
согласован по весу с точностью +/- 1 грамм и упакован в коробку с индивидуальным вращающимся, возвратно-поступательным движением и общим весом, удобно отмеченным для балансировки.
В этих узлах также используется специальный материал втулки пальца кисти, обеспечивающий оптимальное снижение трения.
Стержни
согласован по весу с точностью +/- 1 грамм и упакован в коробку с индивидуальным вращающимся, возвратно-поступательным движением и общим весом, удобно отмеченным для балансировки.
В этих узлах также используется специальный материал втулки пальца кисти, обеспечивающий оптимальное снижение трения.
K1 Technologies также имеет возможность изготавливать шатуны на заказ по вашим спецификациям. Если вы не видите шатун в нашем каталоге для вашего приложения или например, особого веса или ширины, пожалуйста, свяжитесь с нами, и наши инженеры K1 могут изготовить индивидуальный набор стержней, соответствующих вашим точным спецификациям.
Запасные поршни, кольца и шатуны — CARiD.com
Поршни — это механические компоненты, которые выдерживают давление от сгорания, которое в конечном итоге превращается в движение автомобиля. Поршневые кольца образуют уплотнение между поршнями и стенками цилиндров, а шатуны соединяют поршни с коленчатым валом, преобразуя возвратно-поступательное движение поршней во вращательное движение коленчатого вала, который вращает шестерни в трансмиссии, полуоси, и в конечном итоге колеса.
Поршни отлиты или выкованы из алюминиевого сплава. Процесс ковки увеличивает прочность и устойчивость к повреждениям, а кованые поршни обычно используются в экстремальных условиях, таких как гонки. Поршневые кольца входят в канавки в верхней части поршня, называемые головкой. Наиболее распространенная конструкция — это 2 компрессионных кольца с третьим кольцом под ними для контроля масла. Большинство маслосъемных колец состоят из верхней и нижней направляющих с центральным расширителем для поддержания натяжения.
Шатун состоит из малого конца, прикрепленного к поршню штифтом, и большого конца, который разделен, чтобы его можно было прикрепить к ходу коленчатого вала, разделенному балкой.Сегодня большинство шатунов выковывают из стали или отливают из порошкового металла. Штифт для запястья может быть запрессован в отверстие малого конца штока или он может быть «полностью плавающим» и свободно вращаться. Нижняя часть разъемной расточки под шатуны называется крышкой штока. Отверстие обработано для установки подшипников скольжения, которые перемещаются по шейке кривошипа на тонкой пленке масла под давлением. Колпачок удерживается болтами, которые ввинчиваются в стержень, или болтами и гайками.
Юбка поршня — это область между канавкой нижнего кольца и днищем поршня.Это опорная поверхность поршня, которая контактирует со стенкой цилиндра. Износ в этой области, называемый «задиров», может быть вызван недостатком смазки или зазором из-за деформации отверстия. Чтобы предотвратить задиры, многие поршни сегодня поставляются с юбками, покрытыми молибденом для уменьшения трения. Отверстие на головке шатуна обычно растягивается из-за миллионов изменений направления, которые он претерпевает во время нормальной работы. Шатуны также могут изгибаться или перекручиваться, о чем свидетельствуют аномальные рисунки износа на юбках поршней и подшипниках шатунов.
Материал кольца зависит от области применения и расположения кольца на поршне. Чтобы справиться с жарой, верхние кольца изготавливаются из высокопрочного чугуна или стали с лицевым покрытием из плазменного молибдена или хрома. Хромированные кольца очень прочные и идеально подходят для двигателей, работающих в пыльных условиях. Вторые кольца не подвергаются сильному нагреву и могут быть изготовлены из чугуна. Для оптимального кольцевого уплотнения отделка стенок цилиндра должна соответствовать типу кольца. Компрессионные кольца разделены для облегчения установки, оставляя зазор при установке поршня и колец в цилиндр.Этот зазор должен быть в пределах спецификации, иначе может произойти чрезмерный прорыв.
Хромированные кольца очень прочные и идеально подходят для двигателей, работающих в пыльных условиях. Вторые кольца не подвергаются сильному нагреву и могут быть изготовлены из чугуна. Для оптимального кольцевого уплотнения отделка стенок цилиндра должна соответствовать типу кольца. Компрессионные кольца разделены для облегчения установки, оставляя зазор при установке поршня и колец в цилиндр.Этот зазор должен быть в пределах спецификации, иначе может произойти чрезмерный прорыв.
Шатун | Tractor & Construction Plant Wiki
Поршень (вверху) и шатун типичного автомобильного двигателя (шкала в сантиметрах)
В поршневом двигателе с возвратно-поступательным движением шатун или шатун соединяет поршень с кривошипом или коленчатым валом. Вместе с кривошипом они образуют простой механизм, преобразующий линейное движение во вращательное движение.
Шатуны также могут преобразовывать вращательное движение в поступательное. Исторически до появления двигателей они впервые использовались для привода механизмов от водяных колес.
Поскольку шатун является жестким, он может передавать либо толчок, либо тягу, и, таким образом, стержень может вращать кривошип через обе половины оборота, то есть толкание поршня и толкание поршня. Раньше механизмы, например цепи, можно было только тянуть. В некоторых двухтактных двигателях требуется только толкать шатун.
Сегодня шатуны наиболее известны благодаря их использованию в поршневых двигателях внутреннего сгорания, таких как двигатели автомобилей. Они имеют конструкцию, явно отличающуюся от более ранних форм шатунов, используемых в паровых двигателях и паровозах.
История
Схема лесопилки римского Иераполиса, самого раннего известного станка, сочетающего шатун с кривошипом. [1]
Самые ранние свидетельства наличия шатуна относятся к римской лесопилке Хиераполиса в конце 3 века нашей эры.Он также появляется в двух восточно-римских лесопильных заводах VI века, раскопанных в Эфесе, соответственно, в Герасе. Кривошипно-шатунный механизм этих римских водяных мельниц преобразовывал вращательное движение водяного колеса в линейное движение пильных полотен. [1]
[1]
Где-то между 1174 и 1206 годами арабский изобретатель и инженер Аль-Джазари описал машину, которая включала шатун с коленчатым валом для перекачивания воды как часть водоподъемной машины, [2] [3] , но устройство было излишне сложным, что указывает на то, что он все еще не полностью понимал концепцию преобразования энергии. [4]
В Италии эпохи Возрождения самые ранние свидетельства — хотя и неправильно понятые механически — составного кривошипа и шатуна можно найти в альбомах для рисования Такколы. [5] Звуковое представление вовлеченного движения показывает художника Пизанелло (ум. 1455), который показал поршневой насос с приводом от него. от водяного колеса и приводится в действие двумя простыми кривошипами и двумя шатунами. [5]
К 16 веку свидетельства кривошипов и шатунов в технологических трактатах и произведениях искусства Европы эпохи Возрождения становятся многочисленными; Одна только работа Агостино Рамелли «Разнообразные и искусственные машины » 1588 года представляет восемнадцать примеров, число, которое в Theatrum Machinarum Novum Георга Андреаса Бёклера возрастает до 45 различных машин. [6]
[6]
Паровые машины
Балочный двигатель с двумя шатунами (почти вертикальными) между горизонтальной балкой и кривошипами маховика
Первые паровые двигатели, атмосферный двигатель Ньюкомена, были одностороннего действия: его поршень работал только в одном направлении, поэтому они использовали цепь, а не шатун. Их выход качался вперед и назад, а не вращался постоянно.
Крейцкопф стационарного парового двигателя: шток поршня слева, шатун справа
После этого паровые двигатели обычно имеют двойное действие: их внутреннее давление действует поочередно с каждой стороны поршня.Для этого требуется уплотнение вокруг штока поршня, поэтому шарнир между поршнем и шатуном расположен снаружи цилиндра в большом блоке подшипников скольжения, называемом крейцкопфом.
Стержни паровоза, большая изогнутая штанга является шатуном.
В паровозе кривошипные штифты обычно устанавливаются непосредственно на одной или нескольких парах ведущих колес, а ось этих колес служит коленчатым валом. Шатуны, также называемые коренными стержнями ( в практике США ), проходят между шатунными шейками и крейцкопфами, где они соединяются с поршневыми штоками.Крейцкопфы или направляющие ствола также используются в больших дизельных двигателях, изготовленных для морских перевозок. Подобные стержни между ведущими колесами называются стяжными стержнями ( в британской практике ).
Шатуны небольших паровозов обычно имеют прямоугольное сечение, но на небольших локомотивах иногда используются стержни морского типа с круглым сечением. Стивен Левин, который строил как локомотивы, так и судовые двигатели, часто использовал круглые стержни.Модель A4 Pacifics от Гресли, такая как Mallard , имела шатун из легированной стали с перегородкой толщиной всего 3/8 дюйма.
На пароходах Western Rivers шатуны правильно называются шатунами , , а иногда неправильно называются рычагами шатунов.
Двигатели внутреннего сгорания
Отказ шатуна — одна из самых частых причин катастрофического отказа двигателя.
В современных автомобильных двигателях внутреннего сгорания шатуны обычно изготавливаются из стали для серийных двигателей, но могут быть изготовлены из алюминиевых сплавов T6-2024 и T651-7075. для поглощения сильных ударов за счет долговечности) или титана (для сочетания легкости с прочностью, при более высокой стоимости) для двигателей с высокими рабочими характеристиками или из чугуна для таких применений, как мотороллеры.Они не закреплены жестко на обоих концах, поэтому угол между шатуном и поршнем может изменяться по мере того, как шток перемещается вверх и вниз и вращается вокруг коленчатого вала. Шатуны, особенно в гоночных двигателях, могут называться стержнями «заготовки», если они выточены из цельной металлической заготовки (то есть выкованы до грубой формы), а не отлиты. Кованая сталь имеет лучшее внутреннее зерно. структура для прочности.
Меньший конец прикрепляется к поршневому пальцу, поршневому пальцу или пальцу кисти, который в настоящее время чаще всего запрессовывается в шатун, но может поворачиваться в поршне, как «плавающий палец кисти». Головка шатуна соединяется с шейкой подшипника на ходу кривошипа, в большинстве двигателей, работающих со сменными вкладышами подшипника, доступ к которым осуществляется через болты шатуна , которые удерживают «крышку» подшипника на головке шатуна. Обычно в подшипнике и большом конце шатуна просверливается точечное отверстие, так что смазывающее моторное масло под давлением разбрызгивается на упорную сторону стенки цилиндра для смазывания хода поршней и поршневых колец. Большинство небольших двухтактных двигателей и некоторые одноцилиндровые четырехтактные двигатели избегают необходимости в насосной системе смазки за счет использования вместо этого подшипника качения, однако это требует, чтобы коленчатый вал был раздвинут, а затем снова вместе, чтобы заменить соединительный элемент. стержень.
Головка шатуна соединяется с шейкой подшипника на ходу кривошипа, в большинстве двигателей, работающих со сменными вкладышами подшипника, доступ к которым осуществляется через болты шатуна , которые удерживают «крышку» подшипника на головке шатуна. Обычно в подшипнике и большом конце шатуна просверливается точечное отверстие, так что смазывающее моторное масло под давлением разбрызгивается на упорную сторону стенки цилиндра для смазывания хода поршней и поршневых колец. Большинство небольших двухтактных двигателей и некоторые одноцилиндровые четырехтактные двигатели избегают необходимости в насосной системе смазки за счет использования вместо этого подшипника качения, однако это требует, чтобы коленчатый вал был раздвинут, а затем снова вместе, чтобы заменить соединительный элемент. стержень.
Шатун находится под огромным напряжением от возвратно-поступательной нагрузки, представленной поршнем, фактически растягиваясь и сжимаясь при каждом обороте, и нагрузка увеличивается в квадрате увеличения частоты вращения двигателя. Отказ шатуна, обычно называемый «выбросом шатуна», является одной из наиболее распространенных причин катастрофического отказа двигателя в автомобилях, поскольку часто сломанный стержень проходит через боковую часть картера, что приводит к неисправности двигателя; это может быть результатом усталости рядом с физическим дефектом штока, отказом смазки в подшипнике из-за неправильного обслуживания или отказом болтов штока из-за дефекта или неправильной затяжки.Повторное использование стержневых болтов является обычной практикой, если болты соответствуют спецификациям производителя. Несмотря на то, что они часто возникают на телевизионных соревнованиях по автомобильным соревнованиям, такие сбои довольно редко встречаются на серийных автомобилях при обычной повседневной эксплуатации. Это связано с тем, что производимые автозапчасти имеют гораздо больший коэффициент безопасности и часто более систематический контроль качества.
Отказ шатуна, обычно называемый «выбросом шатуна», является одной из наиболее распространенных причин катастрофического отказа двигателя в автомобилях, поскольку часто сломанный стержень проходит через боковую часть картера, что приводит к неисправности двигателя; это может быть результатом усталости рядом с физическим дефектом штока, отказом смазки в подшипнике из-за неправильного обслуживания или отказом болтов штока из-за дефекта или неправильной затяжки.Повторное использование стержневых болтов является обычной практикой, если болты соответствуют спецификациям производителя. Несмотря на то, что они часто возникают на телевизионных соревнованиях по автомобильным соревнованиям, такие сбои довольно редко встречаются на серийных автомобилях при обычной повседневной эксплуатации. Это связано с тем, что производимые автозапчасти имеют гораздо больший коэффициент безопасности и часто более систематический контроль качества.
При создании высокопроизводительного двигателя большое внимание уделяется шатунам, устранению концентраторов напряжений с помощью таких методов, как шлифовка краев стержня до плавного радиуса, дробеструйное упрочнение для создания сжимающих поверхностных напряжений (для предотвращения образования трещин), балансировка всех узлов шатуна / поршня на один и тот же вес и магнафлюкс, чтобы выявить в противном случае небольшие трещины, которые могут привести к выходу штока из строя под нагрузкой. Кроме того, большое внимание уделяется затяжке болтов шатуна с точным указанным значением; часто эти болты необходимо заменить, а не использовать повторно. Большой конец штока изготавливается как единое целое и разрезается или раскалывается надвое, чтобы обеспечить точную посадку вокруг вкладыша подшипника большого конца. Следовательно, «крышки» шатуна не могут быть взаимозаменяемыми между шатунами, и при восстановлении двигателя необходимо следить за тем, чтобы крышки разных шатунов не перепутались. Как на шатуне, так и на крышке подшипника обычно выбиты соответствующие номера позиций в блоке цилиндров.
Последние двигатели, такие как 4,6-литровый двигатель Ford и 2,0-литровый двигатель Chrysler, имеют шатуны, изготовленные с использованием порошковой металлургии, что позволяет более точно контролировать размер и вес с меньшими затратами на механическую обработку и меньшую лишнюю массу, которую необходимо обработать для балансировки. Затем крышка отделяется от стержня в процессе разрушения, что приводит к неровной поверхности сопряжения из-за зерен металлического порошка. Это гарантирует, что при повторной сборке крышка будет идеально расположена по отношению к штоку, по сравнению с небольшими перекосами, которые могут возникнуть, если обе сопрягаемые поверхности будут плоскими.
Это гарантирует, что при повторной сборке крышка будет идеально расположена по отношению к штоку, по сравнению с небольшими перекосами, которые могут возникнуть, если обе сопрягаемые поверхности будут плоскими.
Основным источником износа двигателя является боковая сила, прикладываемая к поршню через шатун коленчатым валом, которая обычно изнашивает цилиндр, приобретая овальное поперечное сечение, а не круглое, что делает невозможным правильное уплотнение поршневых колец относительно вала. стенки цилиндров. Геометрически видно, что более длинные шатуны уменьшают величину этой боковой силы и, следовательно, увеличивают срок службы двигателя. Однако для данного блока цилиндров сумма длины шатуна и хода поршня является фиксированным числом, определяемым фиксированным расстоянием между осью коленчатого вала и верхней частью блока цилиндров, где крепится головка блока цилиндров; таким образом, для данного блока цилиндров более длинный ход поршня, обеспечивающий больший рабочий объем и мощность двигателя, требует более короткого шатуна (или поршня с меньшей высотой сжатия), что приводит к ускоренному износу цилиндра.
Соединительные стержни
Шарнирно-сочлененные шатуны
Многоцилиндровые многорядные двигатели, такие как V12, имеют мало места для многих шатунных шейек на ограниченной длине коленчатого вала. Это трудный для решения компромисс, и его последствия часто приводили к отказу двигателей (Sunbeam Arab, Rolls-Royce Vulture).
Самым простым решением, почти универсальным для двигателей дорожных автомобилей, является использование простых стержней, в которых цилиндры с обоих сторон имеют общую цапфу.Это требует, чтобы стержневые подшипники были на уже , что увеличивает нагрузку на подшипник и увеличивает риск выхода из строя высокопроизводительного двигателя. Это также означает, что противоположные цилиндры не совсем выровнены друг с другом.
В некоторых типах двигателей используются стержни ведущий / ведомый, а не простой тип, показанный на рисунке выше. Главный стержень несет один или несколько кольцевых штифтов, к которым болтами прикреплены большие концы подчиненных стержней гораздо меньшего размера на других цилиндрах. В некоторых конструкциях V-образных двигателей используется шток ведущий / ведомый для каждой пары противоположных цилиндров.Недостатком этого является то, что ход вспомогательной штанги немного короче, чем ход ведущей, что увеличивает вибрацию в V-образном двигателе, что катастрофически характерно для Sunbeam Arab.
В некоторых конструкциях V-образных двигателей используется шток ведущий / ведомый для каждой пары противоположных цилиндров.Недостатком этого является то, что ход вспомогательной штанги немного короче, чем ход ведущей, что увеличивает вибрацию в V-образном двигателе, что катастрофически характерно для Sunbeam Arab.
Штоки радиальных авиационных двигателей BMW 132
Радиальные двигатели обычно имеют главный шток для одного цилиндра и несколько рабочих штоков для всех других цилиндров в одном ряду.
Вилка и штанги лопастей
Обычное решение для высокопроизводительных авиадвигателей — это «вилкообразный» шатун.Один стержень разделен на две части на большом конце, а другой утончен, чтобы поместиться в эту вилку. Журнал по-прежнему разделяется между цилиндрами. В легендарном двигателе Rolls-Royce Merlin использовался этот стиль «вилки и лезвия».
См. Также
Банкноты
- ↑ 1.0 1.1 Ritti, Grewe & Kessener 2007, стр. 161:
Из-за открытий, сделанных в Эфесе и Герасе, изобретение кривошипа и шатунной системы пришлось изменить с 13-го на 6-й век; Теперь рельеф Иераполя переносит его еще на три столетия назад, что подтверждает, что каменные пилорамы с водяной тягой действительно использовались, когда Авзоний писал свою «Мозеллу».
- ↑ Ахмад И Хасан. «Система кривошипно-шатун в непрерывно вращающейся машине».
- ↑
- ↑ Уайт, мл. 1962, стр. 170:
Однако то, что аль-Джазари не совсем понял значение кривошипа для соединения возвратно-поступательного движения с вращательным движением, показано его чрезвычайно сложным насосом, приводимым в действие посредством зубчатого колеса, эксцентрично установленного на его оси.
- ↑ 5,0 5,1 Уайт, мл. 1962 г., стр.113
- ↑ Уайт, мл. 1962, стр. 172
 161:
161:Источники
Внешние ссылки
Описание деталей и функций поршня
Детали поршня, в отличие от конструкции и материала, не различаются для разных поршней. Они остаются такими же, с различиями только в размерах.
Они остаются такими же, с различиями только в размерах.
В этой статье исследуются компоненты автомобильного поршневого узла с подробным описанием функции каждого из них.
Чтобы упростить идентификацию каждой детали, мы добавили изображения в описания.
Компоненты поршня простираются от части, граничащей с камерой сгорания, до конца, который соединяется с коленчатым валом. Вместе эти детали составляют поршневой узел.
Это компоненты, на которых мы сосредоточимся. Прежде чем продолжить, вот схема, показывающая все детали поршня.
Источник: http://www.pinterest.comТеперь перейдем к подробному описанию каждого компонента.
1. Кольцо поршневое
Источник: http: //www.japbikespares.комОпределение поршневого кольца
Кольца поршневые
представляют собой части разрезных колец, которые устанавливаются на углублении поршня. Там
Обычно это 3 поршневых кольца в типичном автомобильном двигателе. Количество варьируется, а поршневой
может даже одно кольцо. Области или поверхности между этими кольцами
называется землей поршневого кольца. Канавки для установки колец предназначены для поддержания положения поршневого кольца и
вы можете услышать что-то вроде конической конструкции.
Разъемная конструкция поршневого кольца имеет несколько преимуществ.Он обеспечивает пружинное действие, которое помогает кольцам поддерживать правильный зазор поршневых колец. Разъем также упрощает установку поршневого кольца. Чтобы обеспечить постоянство пружины при нагревании, нагрузке, давлении и других условиях, производители предпочитают в качестве материала поршневых колец чугун или куски стали.
Функция поршневого кольца
Основная функция поршневых колец — предотвращение сгорания.
камеры и регулируют расход смазочного масла. Кольца также служат для проведения
тепло от цилиндра
скучно.Как уже упоминалось
раньше поршни большинства двигателей автомобилей имели три кольца; две верхние компрессионные
кольца и нижнее маслосъемное кольцо.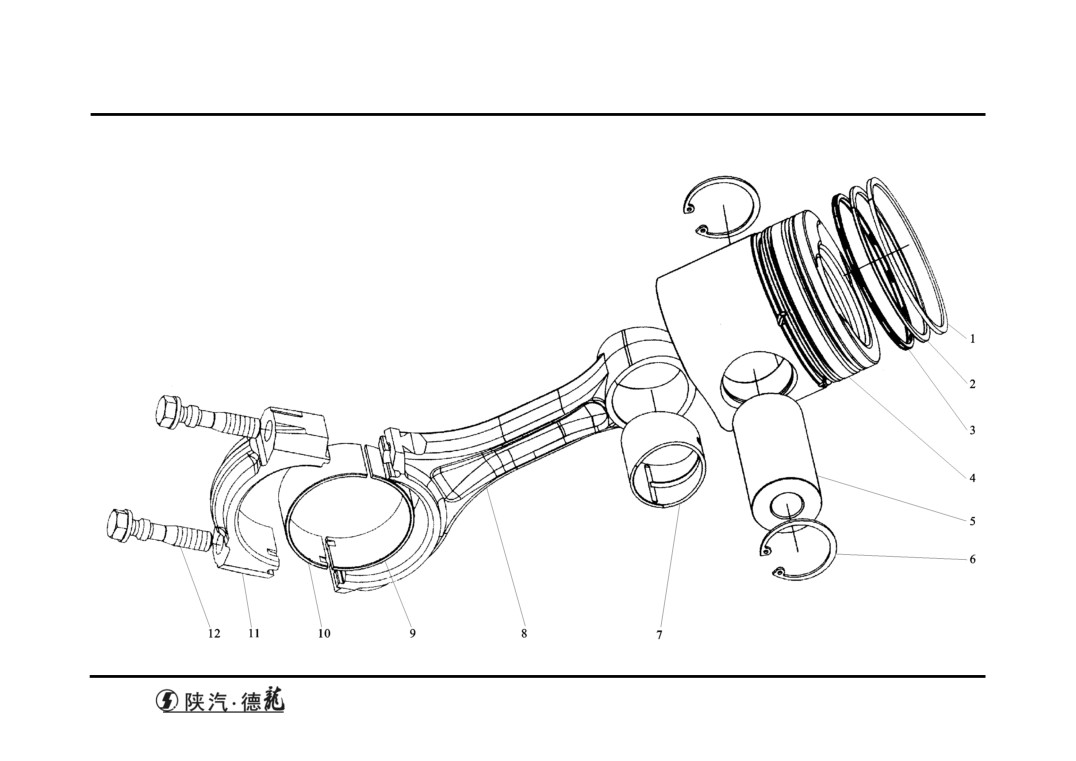 Для наглядности поясняются различные кольца.
ниже.
Для наглядности поясняются различные кольца.
ниже.
- Компрессионное кольцо — это верхнее боковое кольцо, ближайшее к камере сгорания. Его еще называют газовым или напорным кольцом. Кольцо предотвращает утечку продуктов сгорания. Компрессионные кольца также помогают передавать тепло от поршня к стенкам цилиндра.
- Скребок / Грязесъемник кольцо — находится между компрессионным и масляным кольцами.Оно имеет коническую поверхность и выполняет функцию обоих колец: уплотняет камеру сгорания и вытирает масло со стенок поршневого цилиндра.
- Масло контрольное кольцо — поршневое маслосъемное кольцо является нижним кольцом на поршне. Он состоит из двух тонких поверхностей с отверстиями по периметру. Прорези позволяют маслу стекать обратно в поддон. Как следует из названия, функция поршневого маслосъемного кольца заключается в удалении излишков масла со стенок цилиндра. Это происходит, когда поршень движется вперед и назад.
 Это происходит, когда поршень движется вперед и назад.
Это происходит, когда поршень движется вперед и назад.2. Юбка поршня
Описание юбки поршня
Юбка поршня относится к цилиндрическому материалу, установленному на круглой части поршня. Деталь обычно изготавливается из чугуна из-за его превосходной износостойкости и самосмазывающихся свойств. Юбка содержит канавки для крепления масляного поршневого кольца, а также компрессионных колец. Юбки поршней бывают разных стилей, чтобы соответствовать конкретным приложениям.
Юбка поршня Функция
Юбка направляет поршень при его движении вверх и вниз по цилиндру. Его конструкция помогает поршню преодолевать боковые силы, создаваемые изменяющимся углом шатуна. Если юбка изношена, получение надлежащего поршня печать для эффективного горение окажется затруднительным.
Поршень также может неконтролируемо раскачиваться в цилиндре и вызывать удары поршня. Когда это
Случается, вы можете услышать пресловутый звук хлопка поршня, особенно при холодном пуске. Поршневой удар будет
часто уходят после прогрева двигателя. Это потому, что в результате
в результате расширения закрывается зазор между поршнем и цилиндром.
Поршневой удар будет
часто уходят после прогрева двигателя. Это потому, что в результате
в результате расширения закрывается зазор между поршнем и цилиндром.
Если шум не утихает, возможно, потребуется подтянуть цилиндр, среди прочего меры. В противном случае проблема не представляет особой опасности, и вы можете ведите машину, если шум появляется только при запуске двигателя.
Есть два основных типа юбки поршней:
Также известна как однотонная юбка.Пышная юбка имеет трубчатую форму. Он обычно используется в двигателях больших автомобилей.
Тип юбки поршня используется на поршнях мотоциклов и некоторых автомобилей. У него вырезана часть юбки, чтобы оставить только поверхности на задней и передней стороне стенки цилиндра. Это помогает снизить вес и минимизировать площадь контакта между стенкой цилиндра и поршнем.
3. Поршневой палец
Источник: http://www.ebay.comОпределение поршневого пальца
Поршневой палец, также известный как поршневой палец или поршневой палец, является полым или сплошным. вал в секции юбки.Шток поршня поворачивается на этом пальце, удерживаемом во втулке поршневого кольца. Для прочности на разрыв поршневые пальцы
обычно изготавливается из легированной стали и обрабатывается под поршневой подшипник. Отверстия в шатуне доставляют масло к запястью
штифт, помогающий уменьшить трение.
вал в секции юбки.Шток поршня поворачивается на этом пальце, удерживаемом во втулке поршневого кольца. Для прочности на разрыв поршневые пальцы
обычно изготавливается из легированной стали и обрабатывается под поршневой подшипник. Отверстия в шатуне доставляют масло к запястью
штифт, помогающий уменьшить трение.
Поршневые пальцы в сборе и способы монтажа различаются. Их можно разделить на 3 конструкции: свободно вращаться как в поршне, так и в шатуне, закреплены на шатуне и жестко закреплены на бобышках поршня.
Функция поршневого пальца
Поршневой палец образует соединение или точку поворота поршней и шатун.Они обеспечивают опору подшипников и помогают поршням функционировать. должным образом. Другими словами, штифт облегчает движение вперед и назад поршень.
Как мы видели, поршневые пальцы устанавливаются на поршневой узел тремя способами. Это приводит к появлению следующих типов штифтов.
- Стационарный / фиксированный штифт — штифт крепится к бобышкам поршня с помощью винта. Затем шток поршня поворачивается на штифте.
- Semi плавающий — штифт прикрепляется к шатуну посередине, а концы штифта свободно перемещаются внутри подшипника поршня и на бобышках.
- Полный плавающий — в этом типе пальца палец не прикреплен к пальцу или шатуну поршня. Вместо этого он фиксируется заглушками, зажимами или стопорным кольцом, прикрепленным к бобышкам поршня. В этом случае штифт может колебаться как на выступах, так и на стержне.
 Затем шток поршня поворачивается на штифте.
Затем шток поршня поворачивается на штифте.4. Головка поршня / корона
Источник: http://www.agkits.comОпределение головки поршня
Также известна как головка поршня или купол, головка поршня — его верхняя поверхность. Это та часть, которая соприкасается с горение газы.В результате нагревается до чрезвычайно высоких температур. Для предотвращения плавления детали головки поршня изготавливаются из специальных сплавов, в том числе из стали. сплав.
Головка поршня обычно имеет каналы и полости.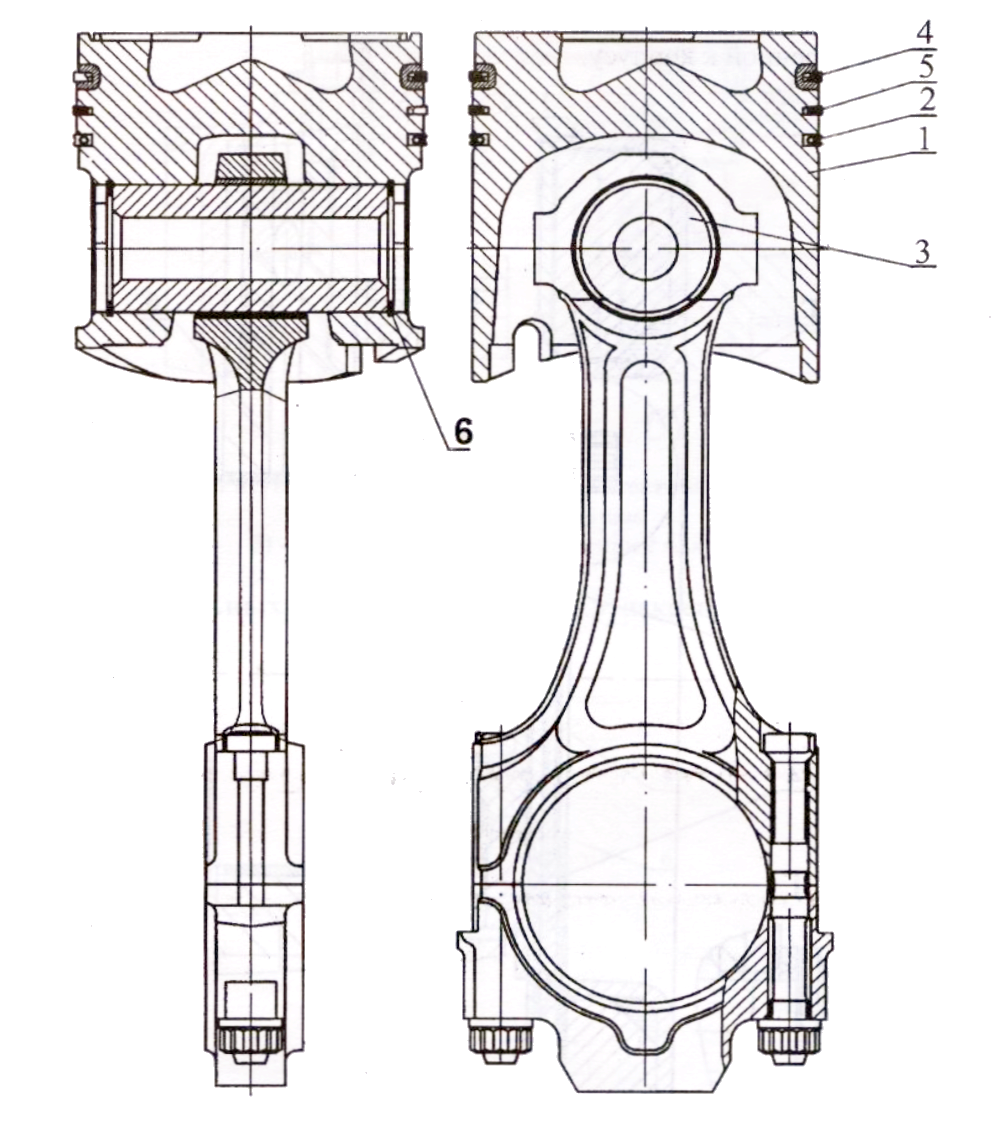 Это помогает создать завихрение, улучшающее сгорание. В разных двигателях используются разные типы головок поршней. Причины различий бывают разные. Предпочтительная конструкция головки поршня зависит от многих факторов, таких как ожидаемая производительность и тип двигателя.
Это помогает создать завихрение, улучшающее сгорание. В разных двигателях используются разные типы головок поршней. Причины различий бывают разные. Предпочтительная конструкция головки поршня зависит от многих факторов, таких как ожидаемая производительность и тип двигателя.
Функции головки поршня
Корона, как ее еще называют, образует поверхность, которая принимает давления, температуры и другие напряжения расширяющихся газов.Среди цели, которым он служит:
- Создание завихрения для равномерного сгорания и регулирования детонации
- Действует как тепловой барьер между камерой сгорания и нижними частями поршня
- Сдерживает давления, возникающие в результате детонации в цилиндре
5. Шатун
Источник: http://carparts4sale.comОпределение шатуна
Часто укороченный
для шатуна или стержня шатун является одним из
самые важные детали поршня.Он связывает поршень с коленчатым валом двигателя и перемещает
поршень входит и выходит из камеры сгорания. Шатуны должны иметь
много механических нагрузок и должен быть достаточно прочным. По этой причине
детали в основном кованые, хотя часто применяется и литье.
Шатуны должны иметь
много механических нагрузок и должен быть достаточно прочным. По этой причине
детали в основном кованые, хотя часто применяется и литье.
Изготовители автомобильных поршней часто предпочитают сталь для изготовления этих штоков. Легированная сталь также является популярным материалом для шатунов, особенно для высокопроизводительных двигателей. Для более мягких двигателей может быть предпочтительнее алюминий из-за его легкости.Штоки небольших двигателей, таких как скутеры, можно даже делать из железа.
Функция шатуна
шатун вращает коленчатый вал, производя движение, которое позволяет автомобилю
двигаться. В некоторых двигателях шток поршня имеет отверстие или расточку для подачи смазочного масла.
к стенкам цилиндра и булавке на запястье. Производители изготавливают шатуны в различных
конструкции. Версии включают соединение с трещиной, фрезерованное соединение, прямое и угловое соединение.
разделительный стержень, а также конструкция с параллельным и коническим стержнем.
шатун разделен на несколько частей. Их:
- Малый конец — это меньший конец стержня. Он состоит из проушины штока и втулки поршня. Малый конец соединяется с поршнем через поршневой палец.
- Большой конец — большой конец — это часть, противоположная малому концу шатуна. Он соединяется с коленчатым валом и имеет прорезь для установки.
- Шатун стержень балка — это участок между малой и большой частями стержня.Обычно это двойная Т-образная конструкция, балка может содержать или не содержать масляное отверстие для подачи смазки к цилиндру.
6. Болт шатуна
Источник: http://www.ebay.comОпределение болта шатуна
Также
в списке деталей поршня — шатунный болт. Эти болты прижимают шток к
коленчатый вал. Нижним концом болта шатуна являются крышки шатуна и подшипники, удерживаемые в
место гайкой. Штифт на гайке предотвращает соскальзывание сборки
отменено.
Штифт на гайке предотвращает соскальзывание сборки
отменено.
Шатунные болты обычно изготавливаются из стали. В приложениях, где снижение веса является важной характеристикой, уход за алюминиевыми болтами является обычным делом. Стержень также может быть сделан из никеля. Никелевые болты шатуна более прочные и в основном используются в сверхмощных шатунах.
Функция болта шатуна
как мы видели, болты крепления шатуна к коленвалу. Они помогают стержень, чтобы выдерживать напряжение, вызванное вращающимся коленчатым валом. В их В противном случае шток может сломаться, что повлияет на работу других деталей двигателя.Штоки направляют каждый поршень ход, обеспечивающий плавную работу двигателя.
Шатун болты выполнены с возможностью немного гнуться под действием движений поршня и коленчатого вала. Что защищает крышки штанг от разрушения из-за чрезмерного напряжения, вызванного движущийся коленчатый вал и поршень.
Болты шатуна бывают разных конструкций. Они могут быть шестиугольными, круглыми, плоскими или рельефными. Некоторые приходят с резьбой, другие без резьбы. Болты с резьбой — лучшие детали из-за их более прочного сцепления.
Они могут быть шестиугольными, круглыми, плоскими или рельефными. Некоторые приходят с резьбой, другие без резьбы. Болты с резьбой — лучшие детали из-за их более прочного сцепления.
7. Подшипники поршневые
Источник: http://www.mfgsupply.comПодшипники представляют собой детали поршня, которые расположены в точках, где происходит поворот. Обычно они полукруглые металлические детали, которые входят в отверстия этих точек. Поршневые подшипники включают Корпуса обнаружены на большом конце, где шток соединяется с коленчатым валом. Есть также подшипники на малом конце, где шток соединяется с поршнем.
Поршневые подшипникиобычно изготавливаются из композитных металлов, таких как свинец, медь, силиконовый алюминий и другие.Подшипники часто имеют покрытие для повышения твердости и способности выдерживать нагрузку от движений поршня и шатуна.
Вопросы о деталях поршня
1. Есть ли у поршней двигателя возвратные пружины?
Нет, не знают. В этих поршнях не требуется возвратная пружина поршня. Однако вы найдете пружины в сборках барабанных тормозов. Здесь они помогают убрать тормозные колодки, когда вы отпускаете педаль тормоза.
2. Что такое поршень лайнер?
Это своего рода гильза, устанавливаемая на стенках цилиндра двигателя.Обычно гильза изготавливается из более качественного материала, чем материал внутреннего диаметра цилиндра. обеспечивает износостойкую поверхность. Владельцы автомобилей устанавливают его, чтобы защитить цилиндр или отремонтировать при восстановлении двигатель.
Поскольку гильза является заменяемой, ее использование увеличивает срок службы двигателя. Гильза поршня также называется гильзой поршня и не является частью поршневого узла. Вы также найдете его под названием гильза цилиндра или втулка.
3 . Что детали поршня может заменить?
Большинство компонентов поршневого узла можно заменить.В их число входят поршневые кольца, поршневые подшипники, болты поршневых штоков и некоторые другие детали. Эти можно приобрести отдельно или в виде поршневого комплекта.
Поршневые кольца быстро изнашиваются. Это одна из наиболее часто заменяемых деталей поршня. При повреждении эти кольца вызывают различные проблемы с поршнем и двигателем. Это может привести к дополнительным расходам. Учитывая, что цена поршневых колец составляет всего несколько сотен долларов, замена этих деталей может избавить вас от дорогостоящего ремонта.
4. Сколько стоит замена поршня детали ?
Сумма может превышать 1000 или даже 2000 долларов.Цена комплекта поршня или отдельных компонентов может быть низкой, но не итак, сумма, которую вы платите механику за выполнение работы. Замена всего скрытого внутри блока двигателя предполагает несколько часов работы, что почему это стоит дорого.
Добавьте это к тому, что обычно бывает поршневой настроен на изменение, и сумма может быть довольно высокой. Ты можешь выбрать, конечно, замену поршня или детали поршня самостоятельно. Однако вы потребуются подходящие инструменты, в том числе следующие:
Кольцо поршневое компрессор для установки кольца, микрометр к поршню измерение и щуп набор манометров для измерения зазора поршня и поршневого кольца.Также может понадобиться поршневое кольцо. файлер, чтобы отточить кольца до правильные спецификации. Также нужно понимать, как заменить поршень. правильно. (у нас есть целая статья, посвященная процессу установки поршня). На рынке автомобильных поршней представлено множество типов поршней.
Чтобы найти подходящий для своего двигателя, поищите на сайтах производителей. Обычно они предоставляют каталог автомобильных поршней. Они содержат бесценную информацию о конкретном поршне, который вы, возможно, ищете.Сюда входит таблица размеров поршня для зазора между поршнем и цилиндром, диаграмма глубины поршня и многое другое. У вас также будет возможность определить цену среди продавцов.
Заключение
Осмотрев детали поршня, теперь вы знаете, как каждый Внешний вид компонента и его расположение на поршневом узле. У нас есть больше статей о автомобильных поршнях, а вы можете просматривать их. Статьи охватывают несколько тем, в том числе измерение поршня при восстановлении двигателя. И если ищем подходящий поршень для двигателя вашего автомобиля, у нас есть полная статья о типах поршней.
Поршни, кольца, шатуны и компоненты для мотоциклов
Независимо от типа вашего двигателя, будь то одинарный, V-образный или рядный-4, он состоит из одних и тех же основных компонентов, включая поршни, кольца и шатуны. . Это ключевые элементы любой установки двигателя, которые помогают преобразовывать тепловую энергию, создаваемую сгоранием топлива, в механическую энергию. Более того, эти компоненты влияют на расход топлива двигателем. Поршни с установленными на них кольцами через шатуны прикрепляются к коленчатому валу, вызывая его вращение.Все это позволяет ведущим колесам крутиться.
Поршень — это цилиндрическая деталь из стали, которая перемещается в цилиндре вверх и вниз за счет расширения газов сгорания. Его основная задача — преобразовывать энергию, выделяемую из топливовоздушной смеси, в движения коленчатого вала с минимальными потерями мощности. Он изготовлен из чрезвычайно прочного, но легкого металлического сплава и имеет карман или карманы сверху. Такие карманы увеличивают объем камеры сгорания и площадь контакта между дымовыми газами и поршнем для максимальной выходной мощности и эффективности.
Поршни вашего двигателя рассчитаны на плотную посадку внутри цилиндра. Однако между поверхностью цилиндра и поршнем все еще остается крошечный зазор. Если оставить зазор как есть, это обязательно вызовет утечку газов во время тактов сжатия и сгорания. Чтобы этого избежать, ваши поршни имеют два или более колец. Они обеспечивают надежное уплотнение между поршнем и поверхностью цилиндра, предотвращая утечку. Кольца поршней можно разделить на компрессионные и масляные.Компрессионные кольца предотвращают утечку продуктов сгорания, а последние препятствуют попаданию масла в камеру сгорания.
Шатун — это звено между коленчатым валом и поршнем. Это также механический преобразователь линейных перемещений поршня в круговое вращение коленчатого вала. Один из его концов прикреплен к поршню с помощью поршневого пальца, а другой прикреплен к коленчатому валу для передачи на него силы, создаваемой процессом сгорания.Шатун подвергается большим нагрузкам, поэтому он изготовлен из чрезвычайно прочных материалов. В то же время он спроектирован так, чтобы быть максимально легким, чтобы обеспечить минимальные потери мощности.
На нашем сайте представлен широкий ассортимент мотоциклетных поршней, шатунов, поршневых колец и других компонентов от проверенных производителей. Ищете ли вы поршень оригинального производителя для замены вышедшего из строя поршня или работаете над высокопроизводительным проектом, чтобы получить максимальную отдачу от своего двигателя, вы обязательно найдете то, что вам нужно.Имейте в виду, что если одно из поршневых колец вышло из строя, вам следует заменить все кольца сразу, чтобы обеспечить бесперебойную и эффективную работу вашего двигателя. Для вашего удобства такие запчасти для мотоциклов предлагаются в комплекте.
Как установить поршни на шатуны
Секреты установки поршней на шатуны. Правильная взаимная установка поршней на шатуны имеет свои нюансы.
Как правильно установить поршни на шатуныСобирая V-образный двигатель, следует знать: более широкая фаска должна быть обращена к буртику шейки шатуна коленчатого вала.Если фаски симметричны, ориентация шатуна определяется положением «замков» вкладышей.
Как правильно установить поршни на шатуны Шаг 1 ПодготовкаСначала необходимо проверить отсутствие деформации и перекосы с помощью подходящего испытательного устройства. Подготовьте поршень и шатун в соответствии с направлением установки.
Шаг 2 Нагрев поршняДля легкой вставки поршневого пальца в отверстие, Поршень нужно нагреть до температуры 40 ° С.
Шаг 3 Вкладыш поршневого пальцаЗатем смажьте поршневой палец с маслом и осторожно вставить в отверстие.
Как закрепить поршневой палец?Используйте стопорные кольца, входящие в комплект, для фиксации поршневого пальца. Не забудьте проверить надежность фиксации стопорных колец в пазах. Для этого слегка поверните кольца. Зазор в упорном кольце всегда должен быть в направлении движения поршня.
Поршень и шатун в сбореДля установки шатуна необходимо нагреваться до температуры 280 — 320 ° C (нельзя с открытым огнем!).Потом хорошо промасленный холодный палец вставляет в головку шатуна. Используйте специальное устройство с упором для пальца, чтобы обеспечить правильное положение пальца в шатун.
Правильная установка поршневого кольца также имеет несколько секретов. Об этом читайте в статье «Как установить поршневые кольца».
Как установить поршень в цилиндр Как установить поршень в цилиндрТщательно очистите блок цилиндров. Убедитесь, что все скользящие поверхности чистые и хорошо смазаны.Втулка поршневого кольца, обеспечивающая свободное скольжение поршня в цилиндре, должна сжимать поршневые кольца. В дизельных двигателях измеряют размер зазора или, соответственно, размер выступа поршня. Следуйте инструкциям производителя.
Технология шатунов: кованые и стальные стержни
Возможно, ни одна часть двигателя не подвергается такому стрессу, как шатуны. Разработанные для передачи линейного движения и энергии, производимой в камере сгорания, во вращательное движение коленчатого вала, шатуны также служат ключевым компонентом в управлении теми же событиями и изменением долговечности и срока службы двигателя.
«Комплект стержней должен быть адаптирован к двигателю и потребностям клиента», — говорит Керри Новак из Crower.
Комплект стержней должен быть адаптирован к двигателю и потребностям клиента. -Керри Новак, Crower
Несмотря на то, что для изготовления шатунов используются разные материалы, это обсуждение будет сосредоточено на стали, особенно на заготовке и кованой стали 4340. За советом экспертов мы связались с некоторыми из ведущих представителей удилищной промышленности, в том числе с Новаком из Кроуэра, Дэвидом Личем из Lunati, Аланом Дэвисом из Eagle Specialty Products и Майклом Токарчиком из Мэнли.Мы также обратились к Брайану Нилену из Late Model Engines за дополнительной информацией.
Понимание напряжений в стержнях
Шатуны подвергаются как сжимающим, так и растягивающим усилиям в течение 720 градусов четырехтактного цикла сгорания. На такте сжатия давление внутри цилиндра увеличивается, давя на шток. В зависимости от степени сжатия вашего двигателя, сумматоров мощности и т. Д. Это давление может расти быстро и круто.
Степень сжатия, давление наддува, угол опережения зажигания, перекрытие распределительных валов, мощность, крутящий момент, частота вращения двигателя и многие другие факторы влияют на нагрузку на шатуны.
На стороне сгорания стержень должен выдерживать резкое и резкое изменение направления в дополнение к давлению, создаваемому горящими и расширяющимися газами сгорания. Эту нагрузку на шток можно рассчитать, умножив площадь отверстия (квадрат радиуса отверстия, умноженный на пи) на давление в цилиндре. Например, отверстие диаметром 4 дюйма будет иметь площадь поверхности 12,566 дюйма. При давлении в камере 1000 фунтов на квадратный дюйм совокупное давление на стержень в этой точке сгорания будет 12566 фунтов на квадратный дюйм.И не забывайте, что свеча сработает незадолго до того, как поршень достигнет верхней мертвой точки, что означает, что шток все еще находится на подъеме, поскольку горючая смесь воспламеняется, что еще больше увеличивает давление в цилиндре, которое шток должен преодолевать.
Эта точка цикла сгорания также поднимает проблему преждевременного зажигания, детонации и пропусков зажигания. Зная, что давление в цилиндре увеличивается после воспламенения топливовоздушной смеси, предварительное зажигание увеличивает нагрузку на шток раньше, дополнительно нагружая его сжимающей силой.Если событие предварительного воспламенения является сильным или достаточно частым, стержень может быть перегружен сверх его предела.
Двутавровая балка и двутавровая балка
Стержни с двутавровой балкойбыли созданы по необходимости во время Второй мировой войны, когда произошли отказы стержней в самолетах-истребителях, когда летчики-истребители союзников использовали закись азота для увеличения скорости отрыва во время собачьих боев.
Постоянно ведутся споры о том, что лучше: двутавровая балка или двутавровая балка. Стержни двутавровых балок обычно более жесткие и могут лучше распределять нагрузки и сжимающие силы, приложенные к ним.Они могут быть идеальными для низкооборотных двигателей с сумматорами мощности. У этой улучшенной силы есть компромиссы. Стержни двутавровой балки могут быть тяжелее, иногда на 100 граммов больше, чем сопоставимая двутавровая балка, и требуют большего зазора, что следует учитывать при использовании кривошипов толкателя и кулачков большого диаметра. Они также требуют дополнительной обработки в процессе производства, что увеличивает их расходы.
Стержни двутавровой балкимогут снизить вес и обеспечить дополнительный зазор при небольшом снижении прочности. Эта потеря прочности минимальна в стержнях двутавровой балки высокого класса, если используемые материалы такие же, как у сопоставимой двутавровой балки.В конструкцию может быть добавлен дополнительный материал для дальнейшего усиления двутавровой балки, но в некоторых случаях это может привести к тому, что общий вес приблизится к весу сопоставимой двутавровой балки. Двутавровые балки обычно предпочтительны для приложений с более высокими оборотами.
Учитывая напряжение этих событий, можно было предположить, что такт выпуска будет легче всего на шатуне. Цель состоит в том, чтобы просто переместить поршень, чтобы протолкнуть отработанные газы через открытый выпускной клапан. Это, по сути, самое опасное время во всем процессе сгорания для шатуна.Как объясняет Майкл Токарчик из Manley: «Причина, по которой в этом цикле не происходит буферизации давления в цилиндре». Во многих распределительных валах, имеющих хотя бы некоторые типы перекрытия впускных и выпускных клапанов, отсутствует демпфирующее давление, замедляющее поршень.
Когда кривошип снова делает поворот через верхнюю мертвую точку, инерционные силы продолжают приводить поршень в движение вверх. Это конец такта выпуска и начало такта впуска. В этот момент стержень подвергается растяжению.Большой конец должен совпадать с кривошипом и начинать движение в обратном направлении, в то время как меньший конец должен оставаться с поршнем и продолжать движение вверх. По словам Токарчика, именно здесь Мэнли видит больше всего отказов в шатунах.
Во время всех этих изменений направления оба конца штока подвергаются напряжению, что в конечном итоге может привести к овальному отверстию подшипника или полному выходу из строя.
Производственный процесс
Сегодня для изготовления высокопроизводительных шатунов используются два производственных процесса: ковка и заготовка.Оба процесса имеют уникальные плюсы и минусы, и оба позволяют получить очень прочный готовый продукт при использовании качественных производственных процессов и материалов.
Ковка
Ковка — это производственный процесс, в котором используются штампы инструментов, воздействие высоких температур и давления. Матрица по сути является негативом стержня, похожим на пресс-форму. Заготовка из металла нагревается до температуры, при которой она становится ковкой, а затем вдавливается в матрицу с помощью высокого давления, часто называемого ударным воздействием. Металл принимает форму необработанного шатуна, который затем поступает на окончательную обработку.Это включает в себя обрезку и калибровку стержня для торцевой крышки, сверление отверстий для болтов стержня и запрессовку втулок. Стержни также могут быть сняты напряжения, подвергнуты термообработке и точно настроены на нужный вес.
Слева: необработанная поковка от Eagle Specialty Products перед окончательной обработкой. Справа: Готовый кованый стержень с двутавровой балкой Eagle, готовый к отправке.
Выравнивание зерен является ключевым фактором прочности кованых стержней. «Процесс горячей штамповки также сжимает и правильно выравнивает зернистую структуру металла для повышения прочности», — поясняет Lunati’s Leach.
«Кованая деталь прижимается таким образом, чтобы волокна металла были выровнены, чтобы лучше выдерживать нагрузки, которым они подвергаются», — повторяет Дэвис из Eagle, добавляя, что зерно вокруг большого конца стержень дополнительно увеличивает его общую прочность.
Возможно, самый большой недостаток кованых стержней — это первоначальная стоимость производства. Производство штампов может стоить десятки тысяч долларов, причем для каждой конструкции требуется специальный штамп. Эти матрицы со временем изнашиваются и подлежат замене.Для внесения изменений в конструкцию требуется либо новая матрица, либо изменение процесса окончательной обработки. Хотя ковка обеспечивает повышенную прочность, она также лучше всего подходит для крупносерийного производства, позволяющего компании добиться рентабельности инвестиций.
Заготовка
Шатуны для заготовок изготовлены из цельного куска плоской кованой стали. Они проектируются с использованием компьютерной программы типа CAD, а затем индивидуально вырезаются из материала заготовки с помощью водяной струи или другого станка с ЧПУ.
«Вы можете изготовить шатун для конкретного применения, то есть шатуны могут быть адаптированы к конкретным потребностям каждого двигателя», — говорит Новак. Благодаря такой гибкости, небо буквально является пределом того, что можно спроектировать и произвести.
Слева: Заготовка стержня Crower Billet. Справа: Готовый стержень двутавровой балки Crower.
Поскольку процесс изготовления стержней-заготовок не зависит от переоборудования инструментов или новых штампов, конструкции можно легко изменить, чтобы учесть изменения в требованиях к прочности, весу, длине стержня, диаметру кривошипа и пальца, смазке и т. Д.
«Мы можем взять удочку из нашей конструкции Maxi-Light, которая может выдерживать 450 лошадиных сил, и, используя эту базовую удочку в качестве чертежа, спроектировать удочку, которая может иметь такие же размеры, специально адаптированные для приложений, которые вырабатывают более 2000 лошадиных сил», — говорит Новак.
Гибкость производства штанг для заготовок позволяет производить все, от штанги для мотоциклов до высокопроизводительных двигателей V8 и даже высокопроизводительных дизелей для больших буровых установок.
Такие быстрые производственные возможности позволяют производителям стержней для заготовок изготавливать стержни для снегохода или мотоцикла, вплоть до дизельного двигателя большой установки на одном и том же оборудовании.
Обратной стороной заготовки по сравнению с поковкой является зернистая структура прутка. Поскольку стержень для заготовки вырезается из плоской стали, зерно не закручивается и не течет вокруг большого конца стержня, как в кованых изделиях. При использовании стержня для заготовки зерно остается прямым или вертикальным по всей длине стержня.
Поскольку прутковые заготовки часто производятся небольшими партиями или в нестандартных конфигурациях, может потребоваться больше времени на создание дизайна, настройку станка и окончательную чистовую обработку. Из-за дополнительных трудозатрат и меньшего производственного цикла заготовки стержней могут быть дороже, чем кованые стержни из того же материала.
Материалы
Прочность прутка в кованой или заготовке во многом определяется используемыми материалами. Когда дело доходит до дрэг-рейсинга и уличных гонок, производители двигателей сделали сталь предпочтительным материалом для большинства применений.
Почему сталь
Не вся легированная сталь 4340 одинакова. Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла. -Дэвид Лич, Лунати
Раньше в двигателях с высокими оборотами использовался алюминий или другие экзотические материалы, чтобы придать стержням высокую прочность и легкий вес.Однако по мере роста затрат и изменения конструкции двигателей строители вернулись к производству стали.
Брайан Нилен из Late Model Engines (LME) объясняет: «Вес под булавкой на запястье не так важен, как вес над ним». Это лишь одна из причин, по которой многие гонщики и производители двигателей возвращаются к стали. Стоимость, долговечность и долговечность — вот некоторые из других.
Еще одним важным фактором является клиренс. В высокоскоростных гоночных двигателях, таких как Pro Stock, стабильность клапанного механизма становится все более важной.Правила Pro Stock допускают больший диаметр распредвала, а кулачки с большим отверстием обеспечивают более высокий подъем клапана в дополнение к повышению жесткости и устойчивости клапанного механизма. Дополнительный материал, необходимый для алюминиевых стержней, часто влияет на зазоры между стержнем и распределительным валом. Благодаря использованию высокопрочного стального стержня можно без помех использовать большие отверстия для кулачков.
Использование высококачественной стали 4340 обязательно для обеспечения максимально прочного шатуна.
Наиболее распространенным типом стали, используемой для высокопроизводительных шатунов, является хромомолибденовая сталь 4340.4340 имеет предел прочности на разрыв 145 000 фунтов на квадратный дюйм. Его твердость, пластичность и другие свойства будут варьироваться в зависимости от применяемой термической обработки. 4340 также может называться сталью авиационного или авиационного качества.
Весь процесс производства стали также определяет прочность этих материалов. Простое обозначение стали 4340 не обязательно означает, что два поставщика стали производят конечный продукт в соответствии с одними и теми же стандартами или с использованием одинаковых процессов.
«Не вся легированная сталь 4340 одинакова», — говорит Лич.«Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла».
Качественные болты шатуна также имеют решающее значение для прочности шатуна.
Термическая обработка, волочение, твердость, пластичность и структура зерна — все это играет жизненно важную роль в качестве стали, влияя, таким образом, на конечные характеристики шатуна.
Болты тяги
Все производители стержней подчеркивают важность болтов для стержней.Ни один другой крепеж в автомобиле не подвергается такому напряжению, как болт тяги.
«Назначение болта штока — сохранить круглое отверстие и поддерживать надлежащую предварительную нагрузку на стыке корпуса и крышки — в верхней мертвой точке во время такта выпуска», — говорит Токарчик из Мэнли.
Это момент, когда стержневой болт подвергается наибольшей нагрузке и часто случаются отказы стержневого болта. Как объяснялось ранее, такт сгорания создает нагрузку на болты штока, но инерционные события, происходящие в верхней мертвой точке во время такта выпуска, могут привести к большим потерям.
Строители должны следовать инструкциям производителя стержневых болтов при установке.
«Существует множество изобретений для стержневых болтов, а некоторые производители двигателей даже разработали свои собственные. Дело в том, что вы должны придерживаться того, что рекомендует производитель стержневого болта для смазки и процедуры затяжки, и не отклоняться от этого », — говорит Дэвис.
Выбор стержня
Выбор подходящего шатуна для вашего применения так же важен, как и выбор правильного распределительного вала.Это также связано с процессом, в котором вы должны знать несколько вещей о своей комбинации, прежде чем принимать решение. Проконсультируйтесь с изготовителем двигателя и его производителем.
«Когда мы проектируем кованую деталь, мы хотим сделать ее достаточно прочной, чтобы выдержать то, что, как мы ожидаем, будут использовать наши клиенты. Он также должен быть достаточно легким, чтобы работать в нужном диапазоне оборотов », — говорит Дэвис.
Есть несколько факторов, которые, по мнению опрошенных, следует учитывать при выборе штанг.Помимо основных характеристик двигателя, таких как ход и рабочий объем, вам также необходимо знать следующее:
В конце концов, если ваши компоненты не соответствуют тем уровням мощности, которые они видят, не имеет значения, кто ваш производитель двигателей. -Брайан Нилен, LME
- Масса поршневого пакета (поршень с кольцами)
- Рабочие об / мин
- Мощность
- Момент
- Тип блока
- Материал кривошипа
- Степень сжатия
- Голов
- Характеристики кулачка
- Масса автомобиля
- Передаточное число
Выбор стержня в конечном итоге сводится к тому, чтобы полагаться на производителя и производителя двигателя, которые предоставят надлежащий комплект для конкретного применения двигателя.