
Производство тормозных шлангов для мото-техники
Грамотно подобранный тормозной шланг для мотоцикла – первый шаг к улучшению всей системы торможения. С ним вы будете уверены, что в нужный момент все сработает слаженно и точно. Обратившись к нам, вам больше не нужно будет беспокоится об этом. Наша компания «Рост» занимается производством армированных тормозных шлангов более 10 лет, на наших станках опытные специалисты изготовят любой необходимый вам шланг по образцу, либо по марке и необходимым размерам.
Мы готовы выполнять массовое производство для мотоклубов и других организаций, а также будем рады видеть частных клиентов.
Для производителей тормозных шлангов из регионов у нас специальное предложение (см. внизу страницы).


Армированные шланги для мотоциклов предпочтительнее, чем обычные резиновые, потому что они более защищены и надежны, позволяют увеличить эффективность тормозной системы за счет исключения пульсации и снижения потери рабочего давления. Изготавливаются рукава путем опрессовки. Это намного надежней резьбовых соединений,применяемых в сборных комплектах.
Характеристики наших мотошлангов
Мы изготоваливаем тормозные рукава из качественных комплектующих. Тормозной шланг состоит из фторопластовой (тефлоновой) трубки, металической оплетки и верхнего слоя термопластика (цветной). Такой тормозной шланг имеет рабочее давление 275 bar. Внутренний диаметр 1/8» (3,2 мм.).
У нас имеются шланги следующих цветов: черный, бесцветный, красный, синий и желтый. Внимание! В наличии есть все представленные цвета, в том числе черный и бесцветный. | 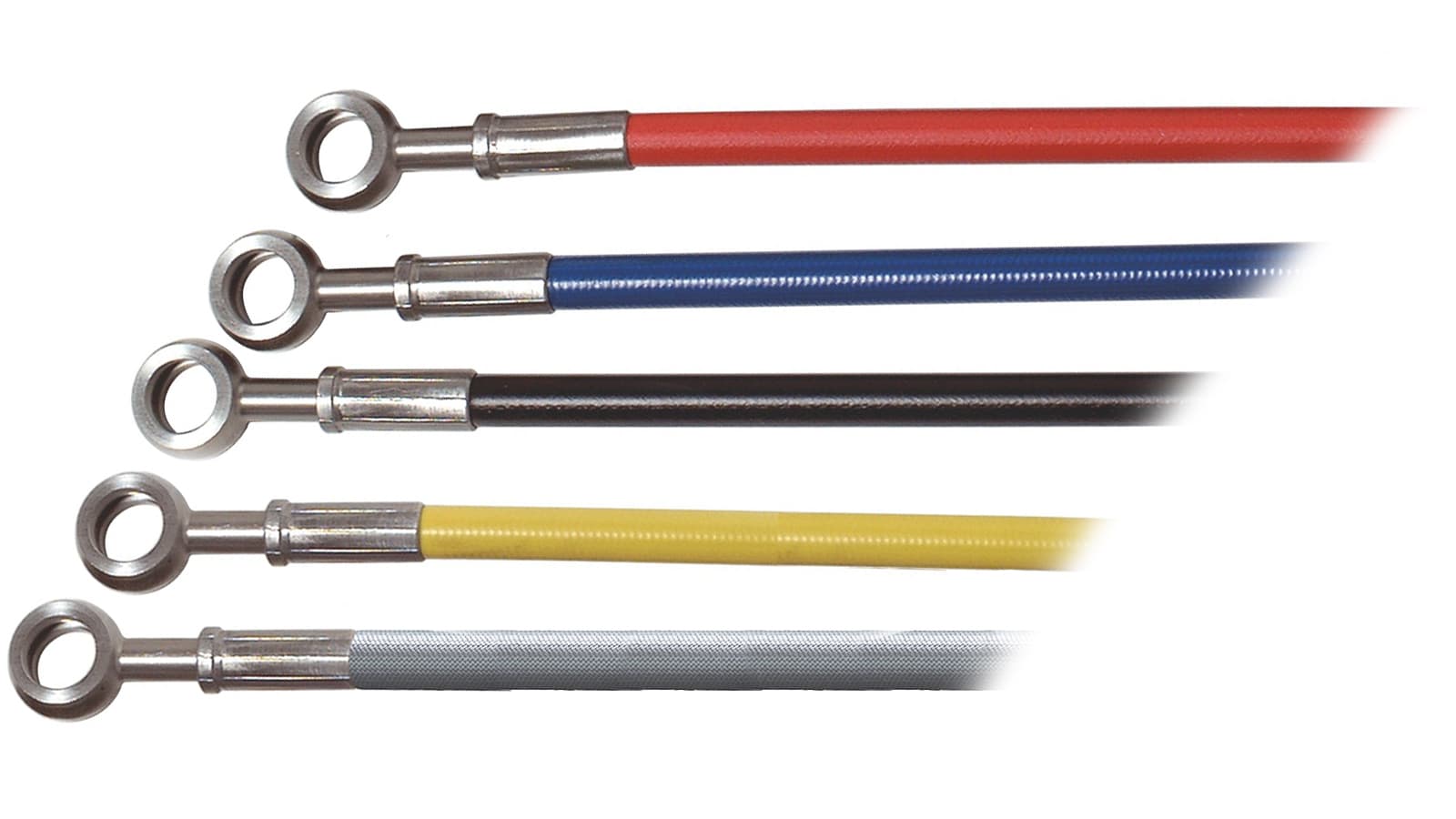 |
Оппресовка
В нашем цехе специалисты выполнят заводскую оппресовку шланга, с использованием любых необходимых Banjo-фитингов (в наличии хромированные, черные и темно-зеленые). Процесс создания тормозного рукава для мотоцикла занимает у нас всего 10-15 минут.

В стандартный набор также входят болты. |  |
Для производителей тормозных шлангов из регионов
Для фирм, занимающихся производством тормозных рукавов для мото-техники мы готовы продавать комплектующие — импортные качественные шланги, banjo-фитинги, болты и т.д.
rost-holding.ru
Тормозные шланги – особый приоритет
Тормозные «коммуникации»
Линии гидравлической тормозной системы делятся на две группы. К первой группе относятся т.н. мягкие, или гибкие, шланги, которые доставляют тормозную жидкость непосредственно к тормозным рабочим цилиндрам, прижимающим колодки к тормозному диску. Вторая группа – жесткие трубопроводы из медного сплава либо из алюминия с защитным антикоррозионным покрытием. По ним тормозная жидкость поступает из главного тормозного цилиндра к гибким шлангам.
Качественный гибкий резиновый шланг должен быть очень прочным, но в то же время достаточно эластичным. Шланг не должен «дубеть» на морозе, чтобы в местах перегибов не возникали трещины, он рассчитан выдерживать без каких-либо изменений воздействие противогололедных реагентов и не менять своих свойств при частых перепадах давления тормозной жидкости.
Все более широкое распространение получают у нас тормозные гибкие шланги, армированные нержавеющей оплеткой. Конечно, в отличие от обычных такие шланги стоят дороже и имеют более сложную конструкцию: под железной оплеткой, покрытой ПХВ, расположена очень прочная пластиковая трубка. Армированные шланги совершенно безболезненно выдерживают большие перепады давления тормозной жидкости. Исследования компании Stoptech показали, что при динамичной езде водитель нажимает на педаль тормоза до 15 раз в минуту и при этом сечение армированного гибкого шланга совершенно не меняется. За счет постоянной жесткости армированные шланги позволяют водителю лучше чувствовать автомобиль в движении и точнее дозировать тормозное усилие.
В настоящее время в продаже представлен широкий ассортимент как армированных, так и резиновых тормозных шлангов от ведущих мировых производителей: японской компании HKS, немецкой TRW, английских компаний HEL Performance и Goodridge, американской Stoptech и других.
Однако оригинальные шланги стоят очень дорого. Сегодня множество отечественных предприятий, такие как «Белмаг» (г. Магнитогорск), GidroMaster71 (г. Тула), «УРТ» (г. Миасс), Fenox (Беларусь) и многие другие, изготавливают РВД высокого качества, а компания «АвтоСпортИнжиниринг» (г. Москва) освоила даже выпуск армированных тормозных шлангов.

Технология изготовления РВД, в т.ч. и тормозных шлангов, достаточно проста, хотя и требует, безусловно, определенной подготовки, а главное – наличия соответствующей оснастки. Как утверждают некоторые экономисты, затраты на приобретение всего комплекса оборудования, а это 4–5 небольших станков, окупаются всего за 8–9 месяцев даже при минимальной загрузке.
Производство шлангов высокого давления (без фитингов) является сложной и ответственной технологией, и предприятий, выпускающих качественные рукава, в мире немого. Это известные компании Diesse (Италия), Manuli Rubber Industries, Parker Hannifin Corporation, Semperflex AG (Австрия, Чехия), Rapisarda, компания Hydroscan из Швеции и некоторые другие. Поставщиком рукавов Komatsu является компания Yokohama Rubber Co., Ltd., а индийская компания Parker Markwel Industries Pvt. Ltd. обслуживает такие компании, как Volvo India Ltd., Saab, Atlas Copco Ltd., Caterpillar India Pvt. Ltd. и др. Российский Завод «Сварог» из Новокузнецка также производит РВД достойного качества.
Одним из главных параметров шланга является диаметр условного прохода (DN), его значение наносится заводом-изготовителем на поверхность рукава. В импортных шлангах DN задается в дюймах, однако диаметры практически совпадают с диаметрами условного прохода шлангов в миллиметрах, выпускаемых нашей промышленностью, хотя незначительные расхождения есть.
Самая ответственная операция при изготовлении РВД – это обжим фитинга, операция производится на специальных обжимных прессах. Некоторые производители проверяют качество обжима замером наружного/внутреннего диаметров. Такой подход допускается, имеются специально разработанные таблицы соответствия внутреннего и наружного диаметров, они даже прилагаются к паспортам обжимных станков. Но все-таки это не совсем надежный метод проверки качества. Более прогрессивный подход заключается в том, чтобы проверять качество шлангов только на специализированных испытательных стендах.
Непосредственно перед обжимом, если это немассовое производство, к новому шлангу подбирается соответствующий фитинг. Шланги на импортную технику комплектуются фитингами самых различных стандартов. В Японии приняты стандарты ALI и ALR. Английский стандарт BSP базируется на дюймовых резьбах, стандарт NF, принятый во Франции, предусматривает резьбы с мелким шагом и т.д. Существуют стандарты NPT, NPSM, по ним работают американцы. Немецкий стандарт DKO-L, так же как и российский стандарт DKL, «закладывает» в соединениях метрические резьбы. Для определения типа и шага неизвестной резьбы необходимо произвести замеры старого фитинга штангенциркулем и резьбомером и обратиться к справочным таблицам. Таким образом, если есть уверенность в надежном производителе неоригинальных шлангов, то их вполне можно использовать и не зацикливаться на поиске «фирменных» деталей.
Как часто нужно менять элементы тормозных линий?
Скажем сразу, что определенных сроков нет. Эксплуатационный ресурс тормозных шлангов зависит, как уже сказано выше, от свойств материалов и качества изготовления компонентов. Однако не менее важное значение имеют условия эксплуатации автомобиля и стиль вождения. Так, наиболее короткий эксплуатационный ресурс у гибких шлангов спортивных машин. Как известно, высокая мощность двигателя провоцирует водителя ехать с повышенной скоростью, а чем выше динамика езды, тем чаще приходится тормозить. Большая скорость – это значительные нагрузки при торможении, именно поэтому гибкие шланги скоростных машин подвержены быстрому износу.
Быстрее, чем в других типах автомобилей, изнашиваются гибкие тормозные шланги в массивных автомобилях представительского класса. В них из-за большой массы и высокой мощности двигателя на тормозные шланги часто действует повышенное давление тормозной жидкости.
Недолгим сроком эксплуатации характеризуются гибкие шланги и в полноприводных внедорожниках, особенно участвующих в мероприятиях offroad. Тут причиной выхода из строя являются механические повреждения: такие машины при езде по пересеченной местности часто встречаются с выступающими камнями на дороге и другими препятствиями.

И еще одна категория – автомобили с регулируемым дорожным просветом. Они также известны тем, что их гибкие тормозные шланги менять приходится довольно часто. Движения подвески при регулировках клиренса приводят к усталостным изменениям материала тормозных шлангов, и в результате в них довольно быстро появляются трещины.
А вот наиболее редко проблемы с тормозными шлангами возникают у тех автомобилистов, которые используют свои небольшие машины в основном для поездок за город, тяжелые грузы на таких автомобилях они не перевозят и не ездят на высоких скоростях. В обычных же автомобилях специалисты рекомендуют менять гибкие шланги каждые 5–6 лет. Для жестких трубопроводов срок эксплуатации также во многом зависит от стиля вождения и задач, выполняемых автомобилем. Средний период их надежной работы составляет 6–8 лет. И хотя в автомобилях класса люкс жесткие трубопроводы уверенно «выхаживают» и по 15 лет, специалисты рекомендуют для профилактики менять жесткие трубки раз в 10 лет.
Сложно ли поменять тормозные шланги?
Как говорилось выше, строгих сроков замены не устанавливается, состояние шлангов нужно просто регулярно контролировать, в т.ч. и при диагностировании тормозной системы на стенде. Малейшие трещинки и потертости уже являются поводом для замены. Иногда некачественный шланг и полгода не выдерживает, а случается, что разрыв рукава происходит именно во время такой диагностики на роликовом стенде, когда на педаль тормоза действует максимальное усилие, потому что шланг перетерт либо штуцер его корродирован.
Заменить тормозные шланги несложно, при условии, что к ним имеется хороший доступ и резьбовые соединения получится рассоединить. Однако может оказаться так, что коррозия настолько повлияла на резьбу, что попытка открутить гибкий шланг приведет к прокручиванию и поломке жесткого штуцера. А потому нужно быть готовым к дополнительным проблемам и расходам.
Схема замены для большинства машин является типовой. Прежде всего снимается колесо, шланг к тормозному суппорту которого надо менять. Если в машине предусмотрены датчики износа колодок, то следует отсоединить отрицательный провод от АКБ, а после вынуть провод, соединяющий колодку и датчик износа.
Затем откручивается спецболт с отверстием для циркуляции тормозной жидкости, крепящий тормозной шланг к тормозному цилиндру. Болт может заржаветь и не откручиваться, его предварительно необходимо обработать жидкостью типа WD40, а при обратной сборке желательно заменить на новый. Откручивать заржавевшие шестигранные головки следует очень аккуратно, чтобы не сбить грани. Лучше всего использовать специальный инструмент для работы с «проблемными» болтами.
Болтовое соединение уплотняется двумя шайбами из мягкой меди. Они одноразовые, т.е. при монтаже нового шланга нужно ставить новые шайбы. Сразу после удаления болта отверстие в тормозном цилиндре следует заглушить от попадания пыли и грязи.
Затем необходимо раскрутить соединение гибкого шланга с жестким трубопроводом. На этом этапе возникает наибольшее количество проблем. Обычно соединение фиксируется специальной скобой, которую необходимо, ослабив соединение, демонтировать. Место соединения тормозной трубки и шланга очищается и обрабатывается WD40, а затем раскручивается с применением специального ключа, называемого тормозным. Если открутить не получится, то понадобится менять также и тормозную трубку. Откручивать лучше, имея кого-то рядом, кто бы смог закрыть после откручивания отверстие в тормозной трубке, предотвратив вытекание тормозной жидкости и ее контакт с воздухом.

Новый шланг монтируется оперативно, чтобы в тормозную жидкость попало как можно меньше влаги. Все действия выполняются в обратном порядке, причем, чтобы шланг совершенно не проворачивался, необходимо контролировать положение специально нанесенной на резину цветной полосы. Резьбовые части штуцеров необходимо перед сборкой смазать, а после закрепления шланга к тормозному цилиндру необходимо прокачать тормоза, для этого также понадобится помощник.
Как предупредить коррозию?
Гибкие резиновые тормозные шланги подвержены многочисленным повреждениям, возникающим из-за условий эксплуатации – морозная зима, реагенты на дорогах, плохое состояние дорожного покрытия, – а также связаны с некачественным составом резины. В результате на шлангах могут образовываться «грыжи» или возникать местные увеличения сечения, что грозит падением давления в магистралях и снижением силы торможения. Но наиболее часто шланги приходится менять из-за возникающих потертостей, трещин, корродирования штуцеров.
Коррозия, наряду с дефектами, возникающими в результате механических воздействий, является самым распространенным фактором выхода из строя и для жестких трубопроводов. Можно ли предупредить коррозию?
Дело в том, что тормозная жидкость – субстанция крайне гигроскопичная, и она впитывает воду, беря ее из микроскопических пор эластичных шлангов. Шланги, в свою очередь, компенсируют изъятую воду из атмосферы, и эту воду опять впитывает тормозная жидкость. Это довольно трудно представить, особенно если учесть, что шланги выдерживают герметичность при давлении свыше 350 бар, и тем не менее тормозная жидкость вбирает в себя воду из пор резины гибких шлангов.
Если не менять жидкость в положенные сроки, то присутствие воды изменяет свойства тормозной жидкости: температура кипения становится более низкой (а она не должна быть ниже 180°С), а температура замерзания – более высокой. Известны случаи, когда температура кипения такой обводненной жидкости снижалась на 30°C! Кипение жидкости, так же как и ее замерзание в сильный мороз, приводит к отказу работы системы торможения.

Но вода в тормозной жидкости уничтожает еще тормозные трубки и штуцера, металлические элементы подвергаются коррозии не только снаружи, но и с внутренней стороны. Чем реже меняется тормозная жидкость, тем сильнее проявляется внутренняя коррозия тормозных линий.
Рецептов увеличения сроков использования элементов тормозных линий немного – устанавливать только качественные детали, например использовать армированные гибкие шланги, приобретая их у проверенных поставщиков, ездить спокойно и максимально аккуратно, а тормозную жидкость менять не реже одного раза в 2 года.
a-kt.ru
Инструкция по изготовлению и обжиму РВД
Производство рукавов высокого давления как и арматуры к ним подчинено международным стандартам, например, SAEJ1273 и DIN2066.2002-10. Данные стандарты дают общие рекомендации о конструкции фитингов и утверждают присоединительные размеры фитингов, определяют возможные варианты сопряжений. В своем большинстве шланги, фитинги и обжимные муфты разных производителей не являются взаимозаменяемыми. Они имеют практически одинаковую конструкцию и размеры, но максимальное качество готового РВД производители гарантируют только при использовании комплектующих одной марки и соответствующей серии. В некоторых случаях производители допускают перекрестное использование арматуры других компаний после проведения соответствующих тестов.
Следующие рекомендации помогут Вам произвести правильный обжим РВД.
Подбор шланга для изготовления РВД
Основные определения, типы и маркировка рукавов высокого давления, а также методы подбора гидравлических шлангов Вы можете найти на странице Правильный выбор и установка рукавов высокого давления
Выбор фитингов для РВД
На выбор фитингов влияют порты, к которым будет подключаться шланг, и страна происхождения. Несмотря на многочисленные попытки стандартизации и рационализации типов соединений, все еще существует множество систем соединений благодаря национальным и международным стандартам, и даже в силу индивидуальных требований конкретных клиентов или сегментов рынка. Обычно для гидравлических систем используются пять основных систем фитингов, хотя полный их список намного длиннее.
Основные системы сопряжений:
- Германия – (DIN)
- Великобритания – (BSP)
- Франция – (GAS и метрическая)
- Северная Америка – (SAE)
- Япония – (JIS)
Чтобы обеспечить долгую службу и работу без утечек, при проектировании необходимо учитывать модель фитинга и тип уплотнения. Обычно фитинги идентифицируются по внешнему виду, поверхности/типу уплотнения или по типу/форме резьбы. Руководство по идентификации фитингов, которое поможет Вам также идентифицировать тип резьбы и уплотнения можно найти на нашем сайте Идентификация типа фитинга.
Настоятельно рекомендуется использовать фитинги и пресс-втулки одного производителя и типа, соответствующего данному шлангу. Информацию о применяемых типах шлангов и соответствующей им арматуре можно найти в каталогах производителей шлангов и арматуры. Кроме того у любого производителя арматуры можно получить Таблицы обжима РВД. В таблицах указано, какие пресс-втулки и фитинги необходимо применять для той или иной серии шланга, а также рекомендуемый размер обжима пресс-втулки, т.е. наружный диаметр втулки после опрессовки. Таблицы обжима некоторых производителей вы можете найти на нашем сайте или запросить в офисе компании Дизель-сервис Петрозаводск.
Определение необходимой длины отреза шланга
Определение длины шланга в сборе производится в зависимости от типа установленных фитингов:
Для вычисления необходимой длины отреза шланга производим замер длины «С» фитингов. «С» — это размер от точки измерения длины рукава в сборе до упорного буртика на фитинге.
Также при расчете длины отреза шланга необходимо учитывать величину «L3» — удлинение готового РВД за счет удлинения пресс-втулок в процессе обжима. Данная величина эмпирическая и определяется опытным путем. Обычно общее удлинение РВД в сборе для 1- и 2-оплеточных шлангов лежит в пределах 0,5Dу – 1,5Dу, а для 3- и 4-оплеточных шлангов 0,3Dу – 1Dу, где Dу – условный проход шланга.
Таким образом, длина отреза шланга рассчитывается по формуле:
Lh = L-C1-C2-L3, где:
- Lh – длина отреза шланга,
- L – длина РВД в сборе по каталогу,
- С1 – длина плеча фитинга 1,
- С2 – длина плеча фитинга 2,
- L3 – удлинение, которое образуется при обжиме втулок.
Для производственных линий по изготовлению рукавов высокого давления стандартом DIN2066.2002-10 установлены следующие предельные отклонения длин РВД в сборе:
Длина шланга в сборе, мм | Отклонение длины в мм для размеров РВД | |
До 25 мм | Свыше 25 мм | |
До 630 | + 7 | + 12 |
Свыше 630 до 1250 | + 12 | + 20 |
Свыше 1250 до 2500 | + 20 | + 25 |
Свыше 2500 до 8000 | + 1,5% | |
Свыше 8000 | + 3% | |
Отрезание необходимой длины шланга
Любые шланги обычно хранятся в бухтах. Для хранения и разматывания гидравлических и пневматических рукавов удобно применять стойки с вращающимися корзинами типа CR-6 CR-7 D-Hydro OY. Такие стойки удобны тем, что в непосредственной близости от мастера и от отрезного станка могут быть расположены сразу несколько наиболее распространенных шлангов. Корзины располагаются друг над другом, что способствует максимальной экономии рабочего пространства. www.dhydro.com.ru
Для отрезания гидравлических шлангов используются специальные отрезные станки типа CM-70 CM-100 с ротационным лезвием (гладким или зубчатым).
Перед тем как отрезать необходимую длину шланга убедитесь, что шланг в начале бухты имеет ровный срез, металлические оплетки не поржавели и внутренняя трубка не имеет повреждений.
! Важно: При отрезании шланга необходимо контролировать, чтобы срез был строго перпендикулярен оси шланга, при этом достигается максимальная площадь контакта пресс-втулка – шланг.
При отрезании происходит местный нагрев металлических оплеток и внутренней трубки шланга с оседанием резиновый пыли на стенках внутренней трубки. Всю грязь необходимо удалить. При работе необходимо контролировать, чтобы лезвие отрезного станка было острым, притупленное лезвие дает больший местный нагрев.
! Нельзя применять абразивные круги для отрезания РВД, прежде всего это связано с большим количеством абразивных частиц, попадающих в шланг.
Зачистка наружного и внутреннего слоя резины на шланге
Обычно 3-х, 4-х, 6-и навивочные шланги требуют зачистки наружного, а иногда и внутреннего слоя резины, в зависимости от применяемых типов фитингов. Необходимость зачистки указывается в каталогах на продукцию, а также в таблицах обжима. Также для навивочных шлангов существуют так называемые «No-Skive» системы, когда втулка имеет специальную конфигурацию, не требующую предварительной зачистки РВД, например некоторые серии фитингов Tieffe и Parker.
При необходимости производите зачистку наружного слоя шланга при помощи специального окорочного станка HS-50 с соответствующим рабочим органом. Длина зачистки наружного слоя указана в Таблицах обжима. Зачистка по глубине производится до металлических оплеток насколько это возможно без повреждения оплеток.
При установке фитингов с двойным замком типа Interlock аналогичным образом производится зачистка внутреннего слоя резины с использованием соответствующего рабочего органа для HS-50. Длина зачистки внутреннего слоя также указана в Таблицах обжима. Направление вращения ножа при зачистке спиральных (навивочных) РВД всегда должно совпадать с направлением навивки, в противном случае произойдет повреждение металлического корда. Не забывайте менять напраление вращения ножа при переходе от зачистки наружного слоя к зачистке внутреннего слоя.
! Важно. Аккуратно и постепенно производите регулировку ножей рабочих органов HS-50, чтобы не произошло «закусывание» шланга. Будьте особенно бдительны при зачистке РВД из Юго-Восточной Азии, они не отличаются стабильностью размеров, поэтому «закусывание» шланга может происходить при зачистке шлангов, нарезанных с одной бухты.
! Недопустимо использование абразивных и зубчатых инструментов для зачистки наружных и внутренних слоев РВД. После зачистки наружных и внутренних слоев необходимо обязательно очистить рукав от остатков резиновой стружки.
Нужно помнить, что неправильно выбранная длина зачистки может привести к преждевременному выходу РВД из строя:
- если длина зачистки меньше рекомендуемой, то возможно вырывание фитинга из шланга вследствие уменьшенной площади контакта втулка-шланг;
- если длина зачистки больше рекомендуемой, то происходит повреждение металлических оплеток вследствие действия окружающей среды.
Установка обжимных втулок на шланг
На шланги, не требующие зачистки (NO-Skive), пресс-втулка устанавливается до упорного буртика. На шланги, требующие зачистки (Skive), пресс-втулка устанавливается до замка так, чтобы оставался зазор равный по ширине замку фитинга. Если арматура и шланг правильно подобраны, и соответствуют заявленным стандартам, то сборка не требует чрезмерных усилий.
Некоторые рукава высокого давления, произведенные по ГОСТ, имеют больший наружный диаметр по сравнению с РВД стандарта DIN. Такие шланги не рекомендуется применять совместно со втулками DIN. В случаях крайней необходимости использования рукавов ГОСТ, необходимо произвести частичную зачистку наружнего слоя на глубину минимальную, но достаточную для установки втулки DIN.
Кроме того необходимо соответствующим образом скорректировать размер обжима РВД из таблицы. Для сочетаний шланг ГОСТ и втулка DIN желательно использовать метод контроля калибрами, т.к. метод контроля измерением даст большую погрешность.
Установка фитингов
При установке фитинга всегда контролируйте, чтобы замок пресс-втулки строго совпадал с пазом замка на фитинге.
Фитинги с пластиковым стопорным кольцом необходимо собирать аккуратно, чтобы не повредить кольцо. Поврежденное стопорное кольцо необходимо заменить и проконтролировать, чтобы после установки фитинга в шланг оно плотно прилегало к пресс-втулке, препятствуя ее перемещению до момента обжима шланга.
Для упрощения процесса установки фитингов хвостовую часть фитинга – ниппель можно смазывать мыльным раствором или специальным маслом, химически совместимым с материалом внутренней трубки шланга. Старайтесь использовать минимально необходимое количество смазки для сборки РВД.
При сборке РВД с фитингами Interlock необходимо также внимательно контролировать положение втулки на шланге и взаимное расположение замков на пресс-втулке и фитинге. Сборка некоторых РВД с фитингами Interlock вручную без использования пневмотолкателя может быть достаточно трудоемкой и есть риск установить фитинг не до конца. Чтобы избежать этого используйте простой прием:
- установите втулку до конца без фитинга и отметьте положение ее края, поставив точку на поверхности шланга
- установите фитинг и проконтролируйте, чтобы положение втулки на шланге не изменилось, замки втулки и фитинга полностью совпадали
При больших объемах производства рукавов высокого давления желательно использовать пневмотолкатель для установки фитингов, он увеличивает скорость сборки РВД и качество обжима, т.к. при сборке РВД воздействует на внутреннюю трубку шланга с минимальным, но достаточным усилием без ударных нагрузок.
Важно! Всегда контролируйте, чтобы втулка с фитингом были установлены на шланг до конца. При неполной установке уменьшается площадь контакта сопряжений втулка-шланг и фитинг-шланг, что может привести к вырыванию фитинга из шланга или прорыву рабочей жидкости между ниппелем фитинга — «ершиком» и внутренней трубкой шланга.
Если Вы используете арматуру азиатского происхождения, то проверяйте совместимы ли фитинг и втулка до установки их на шланг. Бывают ситуации, когда диаметр замка на фитинге больше диаметра отверстия замка на втулке. В этом случае придется вынимать установленный фитинг из шланга для его замены, а эта операция может быть затруднительной.
Нельзя использовать РВД, если после обжима замок фитинга и втулки не совпадают – это приведет к вырыванию фитинга из шланга в процессе его работы под нагрузкой и создаст опасность для окружающих. Такой шланг должен быть отбракован. www.dhydro.com.ru
Для многих рукавов высокого и низкого давления производителем техники предусматривается установка защиты на шланг, препятствующей его разрушению от внешних воздействий: абразивного трения, высокой температуры и огня, химических веществ и действия окружающей среды. В зависимости от назначения защита может быть выполнена в виде спиралей металлических или пластмассовых, силиконовых или тканевых чехлов. Здесь надо отметить, что спирали и силиконовые рукава устанавливаются на готовый РВД, а вот некоторые виды текстильной защиты необходимо устанавливать перед процессом обжима РВД, так как край защиты зажимается под пресс-втулку. При данном способе установки очень важно, чтобы край защиты заходил под втулку только до первого ободка на втулке. Нарушение этого правила снижает срок службы РВД. Для упрощения процесса сборки РВД удобнее устанавливать текстильную защиту на готовый РВД при помощи дополнительных обжимных колец из алюминия, которые устанавливаются поверх основной пресс-втулки.
Иногда производителем техники предусмотрена установка специальных шлангов с особыми свойствами, например серия РВД Parker Tough Cover и Super Tough абразивная стойкость их верхнего слоя в сотни раз может превышать стойкость обычных шлангов при одинаковом наружном диаметре. Замена таких рукавов на обычные РВД с внешней защитой не всегда возможна.
Определение углов установки фитингов
В случае, когда оба фитинга на рукаве высокого давления имеют угол искривления отличный от нуля, необходимо определить их взаимное расположение по отношению друг к другу. В соответствии с DIN2066.2002-10 угол между фитингами определяется следующим образом: Если дальний от Вас фитинг расположить изгибом строго вверх, то при повороте ближнего к Вам фитинга по часовой стрелке получится угол взаимного расположения фитингов, который и указывается в технических заданиях на изготовление РВД.
Необходимо помнить, что от правильности установки угла зависит срок службы РВД, т.к. отклонение угла установки приводит к возникновению дополнительных нагрузок на шланг – скручиванию, а навивочные шланги довольно плохо работают на скручивание. При сборке РВД также желательно, чтобы направление и плоскость рабочего изгиба РВД совпадали с естественным направлением и плоскостью изгиба шланга. Шланг хранится в бухтах и имеет естественный изгиб, а совпадение плоскостей и направлений рабочего и естественного изгибов способствует более долговечной работе РВД.www.dhydro.com.ru
Максимальное отклонение установки угла между фитингами не должно превышать ±5° в соответствии с DIN2066.2002-10
Выбор и установка обжимных кулачков
Выбираем и устанавливаем необходимые обжимные кулачки в станок в соответствии с инструкцией к обжимному оборудованию. Выбор комплекта кулачков производится исходя из необходимого размера обжима, который указан в таблицах обжима. Таблицы обжима можно получить у производителей или продавцов арматуры. Каждый производитель выпускает свои таблицы обжима, их схожесть условна, поэтому желательно использовать данные из таблиц именного того производителя, чью арматуру Вы используете.
Размер кулачка, его номер, указан на торце. После определения размера обжима выбирается ближайший номер кулачков меньше необходимого размера обжима. Например, размер обжима по таблице 23,7 мм, ближайший размер кулачков будет 22 (Yeong Long) или 23 (D-Hydro OY) в зависимости от производителя оборудования, тогда для получения заданного размера обжима на дисплее необходимо установить следующие значения: www.dhydro.com.ru
- Yeong Long: 22 (номер кулачка) + 1,7 (значение на дисплее) = 23,7 мм
- D-Hydro OY: 23 (номер кулачка) + 0,7 (значение на дисплее) = 23,7 мм
После установки комплекта кулачков и настройки размера обжима устанавливаем конец РВД с фитингом и втулкой в станок и производим обжим. При установке фитинга в кулачки необходимо контролировать, чтобы пресс-втулка была полностью покрыта кулачками и установлена глубже торца кулачков на несколько миллиметров. В противном случае при обжиме втулка удлиняется и на торце втулки образуется наплыв, при этом замок не полностью закрывается. Также в процессе установки нужно быть внимательным, чтобы не зажать гайку фитинга.
Отдельно необходимо отметить особенности обжима одночастных фитингов производства Parker и Manuli, это связано с тем, что у данных производителей втулка и фитинг представляют собой одно целое. Такие фитинги устанавливаются в кулачки так, чтобы линия на втулке совпадала с передним торцом обжимных кулачков. После правильного обжима на границе этой линии образуется наплыв как показано на рисунке.
Неправильный выбор размера обжимных кулачков может привести к раскалыванию втулки. Если размер установленных кулачков меньше чем это необходимо, то на поверхности пресс-втулки возникают большие продольные наплывы металла с высокой концентрацией напряжений, по которым втулка может расколоться в процессе дальнейшего обжима или уже в процессе эксплуатации. Раскалывание втулки в процессе эксплуатации приводит к вырыванию фитинга из шланга, потере масла и возможным травмам для окружающих. При правильном подборе кулачков продольные наплывы ровные и имеют малую высоту.
При неправильном подборе арматуры, размера обжима или некачественном шланге (арматуре) в процессе обжима может быть слышен хруст в шланге, который хорошо ощущается на ощупь. Наличие хруста свидетельствует о перерезании оплеток внутренними гранями втулки. В этом случае необходимо проверить качество комплектующих, особенно шланга и размеры обжима.
Такие РВД должны быть отбракованы оператором станка по косвенному признаку (хруст) еще на стадии обжима до выяснения причины брака.
Контроль правильности обжима измерением
После обжима измерьте диаметр втулки в двух плоскостях посредине ее длины так чтобы губки штангенциркуля или микрометра не касались наплывов на поверхности втулки. Диаметры втулки в ее начале, ближе к фитингу, середине или в конце могут незначительно отличаться, поэтому в качестве среднего значения диаметра принимают диаметр посредине длины втулки.
Предельные отклонения диаметра обжатой втулки от табличного +0….-0,2 мм. Если табличное значение не достигнуто, повторите обжим, уменьшая диаметр обжима с шагом 0,1 мм до достижения заданного значения.
После получения необходимого размера произведите операцию обжима второго фитинга и также произведите замер полученного диаметра. Возможно, потребуется дополнительная корректировка размера обжима. Далее можно обжимать серию РВД с выборочным контролем размеров втулок.
Не обжимайте повторно пресс-втулку по наплывам от первого обжима.
Правильный выбор размера обжима обеспечивает максимальную силу сцепления втулки и шланга, а также лучшее уплотнение между внутренней трубкой шланга и ниппелем фитинга. На рисунках видно, что в процессе обжима шланга происходит уменьшение внутреннего диаметра ниппеля на фитинге. Изменение внутреннего диаметра ниппеля в определенных пределах также является косвенным подтверждением правильности обжима.
При контроле правильности обжима методом изменения необходимо помнить, что у всех составных частей шланга и арматуры есть собственные допуски на каждый размер. В таблице представлены значения предельных отклонений параметров одного из итальянских производителей РВД и арматуры:www.dhydro.com.ru
| Параметр | Предельные отклонения |
| Внутренняя трубка (наруж. диаметр) | ±0,2 мм |
| Металлическая оплетка (наруж. диаметр) | ±0,4 мм |
| Наружный слой резины (наруж. диаметр) | ±0,5 мм |
| Втулка (толщина стенки) | ±0,1 мм |
| Ниппель фитинга (наруж. диаметр) | ±0,1 мм |
| Диаметр обжима | +0,0 -0,2 мм |
Из таблицы понятно, что суммарный допуск для цепи размеров может быть больше предельных отклонений для табличных значений диаметра обжима, поэтому предпочтительнее пользоваться методом контроля с помощью проходных и непроходных калибров для проверки правильности обжима.
Контроль правильности обжима калибрами
Метод контроля основан на изменении внутреннего диаметра ниппеля в процессе обжима, что является косвенным доказательством достаточного усилия в сопряжении втулка-шланг-ниппель. Используйте калибры соответствующего типа в зависимости от типа фитинга мультиспиральные и Intrlock, в зависимости от типа РВД оплеточные и навивочные. Каждый производитель рекомендует использовать свои калибры, т.к. они могут отличаться по размерам. При этом все калибры имеют сходную конструкцию: рукоятку, проходную и непроходную части для контроля внутреннего диаметра ниппеля. Размеры калибров для контроля обжима РВД некоторых производителей можно найти на нашем сайте www.dhydro.com.ru.
После обжима РВД в соответствии с рекомендациями и достижении табличного размера обжима проверьте его правильность при помощи калибра. Вставьте «Непроходной» калибр в ниппель как показано на рисунке. Конец непроходной части калибра должен остановиться приблизительно на середине длины ниппеля, в таком случае необходимое сжатие достигнуто. Если непроходная часть калибра не задерживается, то произведите повторный обжим, уменьшая диаметр с шагом 0,1 мм до достижения необходимого размера.
Далее вставьте «Проходной» калибр в ниппель, он должен без усилий входить в ниппель до конца. Это свидетельствует, что размер обжима оптимален и ниппель фитинга не «пережат». Далее можно продолжать изготавливать серию РВД с выборочным контролем необходимой частоты.
Если «Проходной» калибр задерживается внутри ниппеля, то это свидетельствует, что фитинг «пережат». В таком случае сильно уменьшается внутренний диаметр ниппеля, что вызывает перепад давления в этой области, а также изменение расхода рабочей жидкости (дросселирование), а это может неблагоприятно сказаться на работе исполнительных механизмов.
Если один из компонентов: фитинг, втулка, шланг изменен (другая партия или другой производитель), то необходимо обязательно повторно проверить правильность обжима измерением и «проходным» и «непроходным» калибрами.
Необходимо отметить, что метод контроля калибрами успешно можно применять в основном при использовании фитингов европейского производства. Это связано с тем, что многие азиатские производители фитингов не регламентируют предельные отклонения на внутренний диаметр ниппеля или намеренно делают слишком большую толщину стенки ниппеля. Таким образом, большинство европейских калибров просто не влезают в отверстие ниппеля азиатских фитингов.
Испытание РВД
Испытание готовых РВД под давлением может быть обусловлено требованиями заказчика с целью проверки качества компонентов и соответствия РВД заявленным рабочим характеристикам.
Испытания производятся в соответствии со стандартом ISO 1402:2009 «Рукава рукава в сборе резиновые и пластмассовые. Гидравлические испытания», а также ISO 7751 1991/2011. Проверочное давление при испытаниях должно в два раза превышать максимальное рабочее давление, указанное на шланге. Испытания проводятся на специально оборудованных стендах с защитными экранами и системой контроля давления.
Необходимо помнить, что на шлангах указано как рабочее давление, так и разрывное. При подборе РВД по давлению необходимо руководствоваться только рабочим давлением. Разрывное давление является справочной величиной. Испытания разрывным давлением являются разрушающими и использовать РВД после таких испытаний нельзя.
Очистка внутренней трубки РВД
В процессе отрезания шланга, а также после установки фитинга с использованием смазки, внутри шланга могут оставаться частицы резиновой и металлической пыли, стружки и смазки. Данное явление неблагоприятно сказывается на работе гидравлических компонентов и может вызвать их преждевременный выход из строя.
Для очистки готовых РВД используются специальные пыжи, которые проталкиваются по внутренней трубке шланга при помощи сжатого воздуха, а также активная пена и специальные растворители. После очистки концы готового РВД должны быть закрыты пластмассовыми пробками или термоусадочными полиэтиленовыми заглушками.
Объемы выборки для контроля качества партии РВД
При серийном производстве нет возможности проверять все изготовленные РВД, поэтому в зависимости от объема партии производится выборка и полная проверка на соответствие всем требованиям для следующего количества готовых РВД:
| Объем партии | Выборка для проверки | Дефекты для принятия партии | Дефекты для отказа партии |
| 5 и менее | все | 0 | 1 |
| от 6 до 8 | 5 | 0 | 1 |
| от 9 до 15 | 8 | 0 | 1 |
| от 16 до 150 | 13 | 0 | 1 |
| от 151 до 280 | 20 | 0 | 1 |
Например: если партия 150 шт., то необходимо проверить 13 случайных РВД из всей партии. Если дефектов не обнаружено, то принимается вся партия, если обнаружен хотя бы один дефект, то вся партия проверяется полностью. Отбракованные РВД должны храниться отдельно с последующим уничтожением или переработкой в зависимости от сложности дефекта.
Получить консультацию наших специалистов по любым вопросам вы можете по телефону +7 (8142) 78-04-08, 76-48-33, 76-41-50
dhydro.com.ru
Тормозные Шланги и Комплектующие к ним

Тормозные Шланги применяются в качестве соединений в системах пневматического привода автотранспортного средства. ООО «Завод Гидропром» производит и реализует Тормозные Шланги и фитинги к ним на автомобили МАЗ, КАМАЗ.
Материалы для изготовления тормозных шлангов выбираются с особой тщательностью, т.к. от этого напрямую зависит Безопасность при эксплуатации транспортных средств.
Обычная конструкция тормозного шланга — двухслойная нитяная оплетка и наружная резиновая оболочка (на неё, как правило, наносится продольная линия-метка, позволяющая легко определить, не перекручен ли шланг при установке). При изготовлении тормозных шлангов мы используем напорные рукава проверенных заводов, таких как СЗРТ, ВРТ, и фитинги собственного производства. Собранные шланги подвергаются испытанию давлением, многократно превышающим допустимое в условиях эксплуатации.
Преимущества тормозных шлангов производства ООО «Завод Гидропром»:
-
 Значительная устойчивость к коррозии
Значительная устойчивость к коррозии
-
Наружный масло- и озоностойкий слой дает возможность эксплуатации тормозных шлангов в режиме экстремальных температур от -50 °С до +70 °С.
 Значительная устойчивость к коррозии
Значительная устойчивость к коррозии
Комплектующие для Тормозных Шлангов:
Вам Нужны Тормозные Шланги? Звоните, Пишите, Приезжайте. Мы всегда рады Вам!
gidroprom.com
Фитинги для Тормозных и Газовых Шлангов

Фитинги данной серии применяются при изготовления Тормозных Шлангов на МАЗ, КАМАЗ, ЛАЗ, ИКАРУС и спецавтотехнику, а также Газовых Шлангов.
Характеристики фитингов для Тормозных Шлангов |
| № п/п | Наименование | резьба Ашаг | резьба Bшаг | Вид шланга | Применяемость |
| 1 | Фитинги | Г (М20х1,5) | Н (К1/4) | гайка-ниппель | ЗИЛ-130, МАЗ |
| 2 | Фитинги | Н (К1/4) | Н (К1/4) | ниппель-ниппель | Т-150 |
| 3 | Фитинги | Г (М20х1,5) | Г (М20х1,5) | гайка-гайка | КАМАЗ |
| 4 | Фитинги | Г (М20х1,5) | Н (М16х1,5) | гайка-ниппель | КАМАЗ |
| 5 | Фитинги | Н (М22х1,5) | Н (М22х1,5) | ниппель-ниппель | КАМАЗ, МАЗ п/пр. |
| 6 | Фитинги | Г (М22х1,5) | Г (М22х1,5) | гайка-гайка | МАЗ |
* Г — гайка накидная (М-шаг резьбы)
* Н — штуцер с наружной резьбой (К-резьба)
* Резьба А, резьба В — соединения на концах шланга
Характеристики фитингов для Газовых Шлангов |
| № п/п | Наименование | Ду шланга,мм | Резьба шаг | Применяемость |
| 1 | Фитинги | 10 | Г24 (G1/2) | Шланги для газовых плит |
| 3 | Фитинги | 10 | H (G1/2) | Шланги для газовых плит |
| 2 | Фитинги | 10 | Ш (G1/2) | Шланги для газовых плит |
Ду — внтутренний диаметр шланга
* Г -гайка накидная (М-шаг резьбы)
* Н -ниппель газовый (G-резьба)
* Ш — штуцер с наружной резьбой (G-резьба)
Звоните, Пишите, Приезжайте. Мы всегда рады Вам!
gidroprom.com
Изготовление топливного шланга опрессовкой. топливный шланг
Звонок: топливные шланги делаете — да, это наша специализация. А запрессованные на топливную трубку — конечно. Диктую адрес : ул. Полярная д. 39, стр. 3. Объясняю как нас найти.
Прибывает Hyundai Elantra 2002 г/в немножко потрёпанная жизнью, но в боевом строю. Возле машины машины характерный запах бензина… Идём за огнетушителем, благо у нас их много.
Теперь можно открывать капот.


Сердце этого чудного автомобиля недавно было заменено донорским (контрактным), так что элантра в боевом строю.

Надпись «HOT» даже не говорит, а кричит ГОРЯЧО!!! А рядом бежит бензин, запах как из канистры… Огнетушитель лишнем не будет. Осматриваем.


Вот он предатель, раненый в заплатках, топливный шланг, его лечили хомутом. ХА-ХА. Это ему не помогло. Нужно хирургическая операция. Приступаем к вырезанию опухоли.

От топливной рампы отсоединили без проблем. Открутили два болтика и аккуратно вытащили из рампы, предварительно стравив давление. Кольцо уплотнительное в отличном состоянии.
Отсоединить второй конец трубки оказалось не так просто. Соединение муфта-гайка прикипела, и доступ ограниченный, а приложить усилие надо большое ещё чтобы грани не сорвать.

он где то там

куда без чудо жидкости WD-40, обильно смачиваем соединение. Вэдешку берём в канистрах по 5 литров.
Брызгали, брызгали … не помогло. Будем освобождаться от лишних элементов, для лучшего доступа. Снимаем воздушный фильтр в сборе.

Вот он простор….

можно и усилие побольше приложить

тянули тянули и вытащили… нет не репку а топливный шлаг


Приступаем к подготовке. Надо срезать обжимные муфты, и удалить изношенные части.


Трубки почистили, осмотрели. Вердикт живые. Если что то и такие топливные трубки сделать сможем. Решили оставить.

Предложение поставить топливные шланги на хомуты — отметаем сразу! Не наш метод. С завода стояли топливные шланги опрессованные муфтами, с бензином не шутят…
Отмеряем топливный шланг GATES диаметром 8 мм, берём обжимную муфту Cohline (кохлайн). Собираем , примеряем.



Берём всё эту красоту и несём в специальный пресс, для запрессовки топливных шлангов.
Топливный шланг в заводском исполнении.



Как любит говорить наш автослесарь Виктор : всё по феншую. Восстановлена заводская конструкция топливного шланга, прослужит ещё долго. В надёжности восстановленной топливной трубки не сомневаемся, заводские технологии знаете ли ….
Теперь как по мануалу — собираем в обратной последовательности.

Прикручиваем к топливной рампе.

Собираем муфтовое соединение.

Заводим, всё в порядке!!!
Ставим воздушный фильтр. Закрываем капот. Работа сделана.
xn--80aejyncyb.xn--p1ai