
Нижняя головка — шатун — Большая Энциклопедия Нефти и Газа, статья, страница 1
Нижняя головка — шатун
Cтраница 1
Нижняя головка шатуна выполнена с косым разъемом для возможности установки и снятия шатуна через цилиндр двигателя. Крышку нижней головки крепят двумя болтами разной длины, которые фиксируют стопорными шайбами. Длинный болт является призонным, определяющим положение крышки относительно шатуна. [1]
Нижняя головка шатуна имеет косой разъем, в котором устанавливают биметаллические вкладыши с антифрикционным слоем из алюминиевого сплава. В крышке шатуна запрессованы штифты, обеспечивающие совпадение боковых плоскостей крышки и тела шатуна. [3]
Нижняя головка шатуна имеет косой разъем, в котором устанавливают биметаллические вкладыши с антифрикционным слоем из алюминиевого сплава. Затягивают шатунные болты через боковые окна блок-картера. В крышке шатуна запрессованы штифты, обеспечивающие совпадение боковых плоскостей крышки и тела шатуна. [4]
Нижняя головка шатуна разъемная, стальные вкладыши головки залиты свинцовистой бронзой. Крышка нижней головки крепится к шатуну двумя болтами. [5]
Нижняя головка шатуна разъемная, крышка нижней головки крепится к шатуну двумя болтами. [6]
Нижняя головка шатуна отъемная, выполнена в виде стальной штамповки из двух половин. Стальные вкладыши нижней головки залиты баббитом. Нижняя головка крепится к шатуну двумя болтами. [7]
Нижняя головка шатуна состоит из двух частей ( фиг. При больших размерах головки, для возможности выемки шатуна через цилиндр, стык между частями головки приходится делать косым ( фиг. [9]
Нижняя головка шатуна обычно имеет вкладыш, залитый антифрикционным металлом. Самую головку шатуна очень редко заливают антифрикционным металлом. Безусловно, правильнее применять конструкцию со вкладышем, так как при этом облегчается его замена и представляется возможность иметь вкладыш в запасе. [10]
Нижняя головка шатуна ( рис. 39) по условиям ее монтажа, как правило, делается разъемной и имеет размеры, позволяющие-вынимать поршень с шатуном через цилиндр. Разъем головки обычно располагают в плоскости оси шатунной шейки. В судовых и стационарных тихоходных двигателях нижнюю головку шатуна часто выполняют не только разъемной, но и отъемной ( рис. 39, б), состоящей из двух половин, которые соединяются между собой и с шатуном болтами. Между верхней половиной головки и шатуном ставится стальная прокладка. Изменяя толщину этой прокладки, можно изменять длину шатуна, а следовательно, регулировать степень сжатия. [12]
Нижняя головка шатуна вместе с коленчатым валом совершает вращательное движение, преобразуя таким образом прямолинейное перемещение поршня во вращательное движение коленчатого вала. [14]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Конструкция шатуна — RacePortal.ru
На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы. Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна.
Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий. Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала. Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ÷ 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала. Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы.
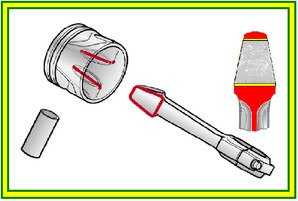
Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.

Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
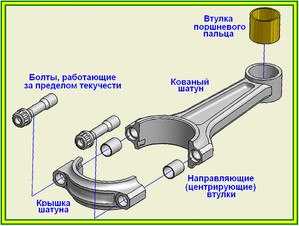
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту. Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки
.
Различные типы болтов крепления крышки шатуна. На некоторых болтах видны места, предназначенные для центровки крышки шатуна Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей. Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника.
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.

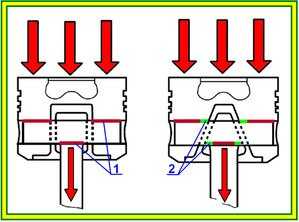
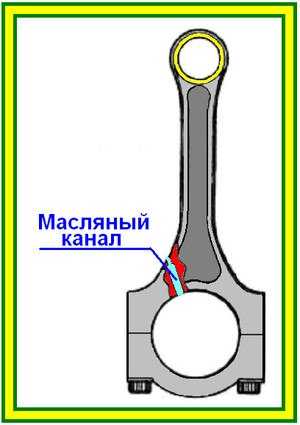
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
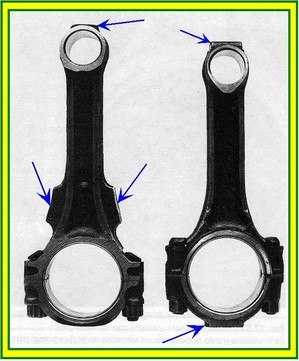
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой). Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
Материалы, из которых изготавливаются шатуны с целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%. Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.

При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя. Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления
Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся. Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
raceportal.ru
Расточки втулок верхних головок шатунов псто — DRIVE2
Итак, продолжаем повествование про ремонт мотора газ-51.
Понятное дело, я не смог остановиться на клапане и решил заглянуть в поддон. Подергал за шатуны и обнаружил нехилый люфт в соединениях шатун-шейка вала. На паре шатунов он вообще достиг каких-то зашкварных значений 😉 Мотор как ни странно не стучал, но давления масла на горячем моторе не было.
Открутил крышки и достал поршни с шатунами. Блин зачем я туда полез? Верхние компрессионные кольца повысыпались почти на всех поршнях 😉

Полный размер
При ближайшем рассмотрении оказалось также что шатуны нехило люфтят на пальцах.
Решил раз уж залез внутрь — поменять шатунные втулки. После курения мануала по ремонту гасс-51 стало понятно, что для того чтобы в домашних условиях поменять втулки в принципе ничего особенного не требуется.
Для этого надо оправка чтобы выбить старую втулку, оправка чтобы запрессовать новую, брошь для того чтобы втулку протянуть после запрессовки и распереть ее тугЭнько в верхней головке шатуна, а также расточной или фрезерный станок чтобы расточить строго соосно с отверстием в нижней головке шатуна. гг г
Ну и за отсутствием этих самых брошей — неплохо бы и токарный чтобы сделать броши.
Итак, приступаем:
Для начала померял втулки нутромером чтобы понять действительно ли все плохо или можно обойтись увличенными пальцами. Оказалось все действительно плохо, в общем уход диаметра в + был где-то около 0.15 что давало зазор около 0.17-0.2 с учетом износа пальцев при максимально допустимом заводом для двигателя с пробегом 0.015. =) Одна втулка так вообще вывалилась из шатуна, точнее не втулка а кусочек фольги который от нее остался 😉
Выточил оправку чтобы втулки выпрессовать. Отжал у товарища готовую оправку для запрессовки. На фото оправка для запрессовки черная длинная сверху, а для выпрессовки блестящая короткая снизу.

Полный размер
Затем втулку выпрессовал и запрессовал новую:

Полный размер
Затем выточил 3 броши. Начал с диаметра втулки после запрессовки + 5 соток и т.д. Точил сначала что-то типа сферы, а потом доводил до нужного ра
www.drive2.ru
Для чего предназначена нижняя головка шатуна с крышкой
Главная » Статьи » Для чего предназначена нижняя головка шатуна с крышкойНазначение и конструкция шатуна

Шатун (еще его могут называть “тяговое дышло”) – это деталь двигателя, которая соединяет поршень (через поршневой палец) с шатунной шейкой коленвала, либо движущих колес паровоза. Шатун предназначен для передачи возвратно-поступательных движений поршневой к коленвалу, либо к колесам для того, чтобы происходило преобразование во вращательные движения. Для того, чтобы не происходил износ в области шатунных шеек коленвала, между этими шейками и шатунами устанавливаются специальные вкладыши, имеющие антифрикционное покрытие.
Шатун состоит из:
1. Стержень;
2. Верхняя головка;
3. Нижняя головка.
В области верхней головки запрессовывается втулка из бронзового материала. На ней, как и во втулке, присутствуют специальные отверстия для того, чтобы происходил подвод масла в изнашиваемую поверхность на поршневом кольце. Шатунный стержень сделан в двутавровом сечении.
Нижняя шатунная головка приходится разъемной. Съемную часть шатунной нижней головки называют шатунной крышкой. Она крепится на шатун при помощи 2 болтов с лысками. Лыски нужны для того, чтобы не давать проворачиваться болтам. Под скользящие подшипники на нижней шатунной головке, как и в крышке, делается расточка, поэтому шатунные крышки считаются невзаимозаменяемыми. Для того, чтобы обеспечить наиболее правильную комплектацию относительно деталей, на них выбиваются специальные порядковые номера. В области шатунной крышки и на теле самого шатуна присутствуют некоторые пазы, в них входят вкладышные выступы. Шатунный и коренной подшипник выглядит как тонкостенный вкладыш, у которого рабочий слой выполнен из свинцовой бронзы. В области верхнего вкладыша оборудовано небольшое отверстие для обеспечения возможности подвода масла, а также оборудована небольшая канавка, через которую распределяется масло. Вкладыши, расположенные на верхних и нижних коренных подшипниках, считаются не взаимозаменяемыми. Чтобы предотвратить смещения и проворачивания этих вкладышей, а также некоторых осевых перемещений, оборудованы специальные выступы, усики. В том случае, когда необходимо произвести ремонт блока, шатунов и коленвала, существует перечень различных размеров вкладышей.

Конструкция шатуна:
По своей конструкции шатун выполнен из: нижняя разъемная головка, верхняя неразъемная головка и стальной стержень. Верхняя головка размещена на поршневом пальце, за счет чего и соединяется с поршнем. Две половинки нижней шатунной головки помещены в область шатунной шейки коленвала и соединяются между собой за счет стяжных болтов, гайки которых шплинтуются после затяжки. Для того, чтобы трение деталей, как и износ их, был минимальным, в верхнюю шатунную головку вставляется бронзовая втулка. В нижнюю шатунную головку вставляются тонкостенные вкладыши, которые являются подшипниками скольжения. Во внутреннюю поверхность вкладышей заливается баббит (это сплав свинца с оловом).
Шатун выполняет роль соединения поршня с шатунной шейкой коленвала, а также служит для того, чтобы передавать усилие от поршня в область коленчатого вала при его рабочем ходу, также для перемещения поршня при подготовительном такте.
Читайте также:
Поделиться ссылочкой:motorpuls.ru
Устройство шатуна
Шатун необходим для соединения поршня с коленчатым валом и передачи усилия от поршня к коленчатому валу. Шатун штампуется из стали.
Для повышения прочности шатуна его подвергают дробеструйной обработке.
Устройство шатуна:
1) верхней головки 1;
2) стержня 3;
3) нижней головки 4 (с крышкой 6).
В верхней головке запрессовывается бронзовая втулка 2 . Во втулке и верхней головке шатуна есть специальные отверстия для подвода масла к изнашиваемой поверхности поршневого пальца. А стержень шатуна выполнен в двутавровом сечении.
Нижняя головка шатуна разъемная. Съемная часть нижней головки шатуна называется крышкой шатуна. Крепится крышка к шатуну с помощью двух болтов с лысками (которые служат для того чтобы болты не проворачивались). Под подшипники скользящего типа 5 (вкладыши) в нижней головке шатуна и крышке в сборе выполняется расточка, в связи с этим крышки шатунов являются невзаимозаменяемыми. Для обеспечения правильной комплектации деталей на них выбиты порядковые номера. На теле и крышке шатуна есть специальные пазы в которые входят выступы на вкладышах. Шатунные и коренные подшипники представляют собой тонкостенные вкладыши с рабочим слоем из свинцовой бронзы. В верхнем вкладыше есть отверстие для подвода масла и специальная канавка по которой масло распределяется. Вкладыши верхних и нижних коренных подшипников не взаимозаменяемы. Для предотвращения смещений и проворачиваний вкладышей, а также осевых смещений выполнены выступы усики. В случае необходимости ремонта блока, коленчатого вала и шатунов создан перечень ремонтных размеров вкладышей.
СОДЕРЖАНИЕ:
1. Запрессовка поршневых пальцев из шатуна
2. Выпрессовка поршневых пальцев из шатуна3. Ремонт шатуна современного двигателя грузового автомобиля
4. Звуки неисправностей двигателя (стуки двигателя)
5. Признаки и причины неисправностей двигателя автомобиля
6. Как проводится диагностика двигателя автомобиля
www.autoezda.com
Большая Рнциклопедия Нефти Рё Газа
Cтраница 1
Нижняя головка шатуна выполнена с косым разъемом для возможности установки и снятия шатуна через цилиндр двигателя. Крышку нижней головки крепят двумя болтами разной длины, которые фиксируют стопорными шайбами. Длинный болт является призонным, определяющим положение крышки относительно шатуна. [1]
Нижняя головка шатуна имеет косой разъем, в котором устанавливают биметаллические вкладыши с антифрикционным слоем из алюминиевого сплава. В крышке шатуна запрессованы штифты, обеспечивающие совпадение боковых плоскостей крышки и тела шатуна. [3]
Нижняя головка шатуна имеет косой разъем, в котором устанавливают биметаллические вкладыши с антифрикционным слоем из алюминиевого сплава. Затягивают шатунные болты через боковые окна блок-картера. В крышке шатуна запрессованы штифты, обеспечивающие совпадение боковых плоскостей крышки и тела шатуна. [4]
Нижняя головка шатуна разъемная, стальные вкладыши головки залиты свинцовистой бронзой. Крышка нижней головки крепится к шатуну двумя болтами. [5]
Нижняя головка шатуна разъемная, крышка нижней головки крепится к шатуну двумя болтами. [6]
Нижняя головка шатуна отъемная, выполнена в виде стальной штамповки из двух половин. Стальные вкладыши нижней головки залиты баббитом. Нижняя головка крепится к шатуну двумя болтами. [7]
Нижняя головка шатуна разъемная, крышк i нижней головки крепится к шатуну четырьмя болтами. Стальные вкладыши нижней головки шатуна залиты баббитом. [8]
Нижняя головка шатуна состоит из двух частей ( фиг. При больших размерах головки, для возможности выемки шатуна через цилиндр, стык между частями головки приходится делать косым ( фиг. [9]
Нижняя головка шатуна обычно имеет вкладыш, залитый антифрикционным металлом. Самую головку шатуна очень редко заливают антифрикционным металлом. Безусловно, правильнее применять конструкцию со вкладышем, так как при этом облегчается его замена и представляется возможность иметь вкладыш в запасе. [10]
Нижняя головка шатуна ( рис. 39) по условиям ее монтажа, как правило, делается разъемной и имеет размеры, позволяющие-вынимать поршень с шатуном через цилиндр. Разъем головки обычно располагают в плоскости оси шатунной шейки. В судовых и стационарных тихоходных двигателях нижнюю головку шатуна часто выполняют не только разъемной, но и отъемной ( рис. 39, б), состоящей из двух половин, которые соединяются между собой и с шатуном болтами. Между верхней половиной головки и шатуном ставится стальная прокладка. �зменяя толщину этой прокладки, можно изменять длину шатуна, а следовательно, регулировать степень сжатия. [12]
Нижняя головка шатуна вместе с коленчатым валом совершает вращательное движение, преобразуя таким образом прямолинейное перемещение поршня во вращательное движение коленчатого вала. [14]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Конструкция шатуна
Шатун двигателя внутреннего сгорания соединяет поршень двигателя с коленчатым валом и во время работы двигателя передаёт все усилия от поршня на коленчатый вал и, наоборот, от коленчатого вала к поршню. При этом шатун совершает достаточно сложное движение. Верхняя головка шатуна совместно с поршнем совершает возвратно-поступательное движение. А нижняя головка шатуна, совместно с шатунной шейкой коленчатого вала совершает круговое движение. На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы.
Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна. Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий.
Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала.
Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ? 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом называется такое соединение, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала.
Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы. Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ? 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу.
Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту.
Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки.
Различные типы болтов крепления крышки шатуна.
На некоторых болтах видны места, предназначенные для центровки крышки шатуна
Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши.
Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей.
Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника. Способ измерения зазора в коренных подшипниках коленчатого вала описан в главе «Коленчатый вал».
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой).
Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.
Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя
Материалы, из которых изготавливаются шатуны
С целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий.
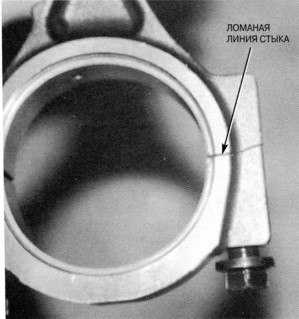
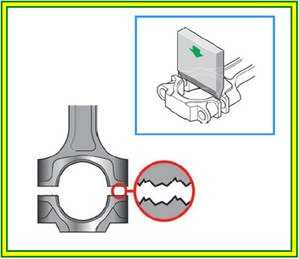
Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%.
Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ? 3 раза по сравнению с углеродистыми сталями. При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.
Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна. Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя.
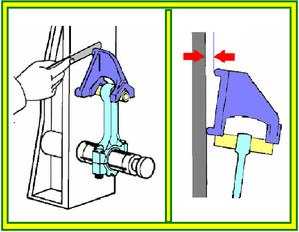
Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления. Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся.
Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра.
Проверка наличия искривления стержня шатуна
Проверка наличия спиральной закрутки стержня шатуна
Отверстие нижней головки обычного шатуна ремонтируется (при выявленной недопустимой овальности) за счёт удаления тонкого слоя металла с сопрягаемых поверхностей крышки нижней головки и шатуна. Далее крышка устанавливается на место, при этом болты крепления крышки затягиваются установленным моментом затяжки. Отверстие растачивается и хонингуется под номинальный размер. Но при этом уменьшается расстояние между осями отверстий верхней и нижней головок шатуна. Это особенно нежелательно для дизельных двигателей, даже незначительной изменение длины шатуна может привести к изменению степени сжатия. Но если при ремонте двигателя производилась механическая обработка сопрягаемой поверхности блока цилиндров и (или) головки блока цилиндров, это может полностью устранить изменение степени сжатия. Разумеется, что этот ремонт можно сделать только в условиях специализированного предприятия.
Если при проверке выявлен недопустимый износ (увеличение диаметра) отверстия под поршневой палец в верхней головке шатуна, необходимо заменить бронзовую втулку верхней головки шатуна. Для обеспечения регламентированного техническими нормами зазора между поршневым пальцем и втулкой, после замены втулка точно развёртывается под необходимый размер диаметра. В верхней головке шатуна часто имеется отверстие, через которое масло из внутренней полости поршня поступает для смазки поршневого пальца. При установке втулки необходимо совместить отверстие в верхней головке шатуна с отверстием во втулке.
Снятие и установка шатунно-поршневой группы
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ? оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
autopribor.ru
avtoliders.ru
Конструкция шатуна — RacePortal.ru
На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы. Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна.
Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий. Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала. Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ÷ 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала. Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы.
Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту. Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки
.
Различные типы болтов крепления крышки шатуна. На некоторых болтах видны места, предназначенные для центровки крышки шатуна Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей. Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника.
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой). Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
Материалы, из которых изготавливаются шатуны с целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%. Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.
При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя. Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления
Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся. Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
raceportal.ru
3.2. Шатунная группа
В состав группы входят шатун, крышка кривошипной головки, втулка верхней (поршневой) головки, подшипниковые вкладыши, шатунные болты и элементы их фиксации.
3.2.1. Шатун
Назначение шатуна — передача усилий от возвратно — поступательно движущегося поршня к вращающемуся коленчатому валу.
В процессе работы двигателя шатун испытывает интенсивные знакопеременные нагрузки от газовых и инерционных сил и от давления в результате натяга от запрессованной в его поршневую головку бронзовой втулки.
К конструкции шатуна предъявляются следующие требования:
— высокая жесткость, обеспечивающая надежную работу тонкостенных подшипниковых вкладышей и шатунных болтов;
— минимальные габаритные размеры и масса;
— высокая усталостная прочность;
— возможность прохождения кривошипной головки через цилиндр при монтаже.
Шатун изготовлен из конструкционной стали 40Х.
Заготовки шатунов получают ковкой в штампах и подвергают термической (нормализация) и механической обработке. После механической обработки — закалка с высоким отпуском. Для повышения усталостной прочности поверхность шатунов подвергается дробеструйной обработке.
Конструктивно шатун выполнен со стержнем двутаврового сечения, с разъёмной кривошипной головкой с прямым плоским разъемом.
Крышка кривошипной головки крепится двумя шатунными болтами и фиксируется от боковых смещений призонным пояском на шатунных болтах.
В поршневую головку шатуна запрессована тонкостенная-δвт≈(1…3)мм. подшипниковая втулка из свинцовистой бронзы Бр.С30. Зазор между пальцем и бронзовой втулкой назначается в пределах Δ=(0,0004…0,001)dп.
Шатуны подбирают из условий, чтобы входящие в комплект двигателя экземпляры, имели минимальную разницу по массе и положению центра масс. Верхнюю и нижнюю головки шатунов подгоняют по массе с отклонением ±2 г. посредством удаления лишнего металла с бобышек приливов крышки шатуна и его верхней головки.
Конструктивные параметры элементов шатуна определялись по статистическим данным для двигателей аналогичной конструкции [3].
Эскиз элементов шатунной группы приведен на рис.5.

Рис.5. Эскиз элементов шатунной группы.
Верхняя головка шатуна:
-диаметр отверстия под подшипниковую втулку d
d =+(2…5) мм=23,24 + 3,26=26,5 мм;
— диаметр головки Dг
Dг=(1,25…1,4) d=1,3 26,5=34,45 мм;
— ширина головки а
а=b-(2…3)мм=33,2-2,2=31 мм;
—угол заделки з
з=90…130=110.
Стержень шатуна:
—ширина двутавра в среднем сечении hш
hш=(0,65…0,75) Dг=0,67 34,45=23,0815 мм;
— ширина полки двутавра в среднем сечении bш
hш/bш=1,3…1,7=1,5
bш= hш/1,56=15,38767 мм;
— толщина стержня – аш и полки—tш двутавра
аш ≈tш=2,5…4 мм=3 мм;
—ширина двутавра в минимальном сечении hш.min
hш.min=(0,55…0,65) Dг=0,6 34,45=20,67 мм.
Кривошипная головка шатуна:
— ширина hкг
hкг= D-(1,0…2,0) мм=83-2=81 мм;
— расстояние между центрами шатунных болтов С
С=65,95 мм;
— диаметр отверстия под вкладыши Dшп
Dшп=dшш+(2…6) мм= 53,95+3=56,95 мм.
— диаметр шатунной шейки
Оценка работоспособности элементов шатуна и корректировка его конструктивных параметров производится по запасам прочности при повторно-переменном нагружении его поршневой головки и стержня.
Расчётным режимом является режим номинальной мощности – ,.
Оценка работоспособности поршневой головки шатуна и корректировка его конструктивных параметров производится по запасам прочности при повторно-переменном её нагружении.
Расчёт коэффициента запаса прочности поршневой головки шатуна производится для наиболее нагруженной точки её наружной поверхности в сечении её перехода проушины в стержень шатуна :
— напряжения от технологического и теплового натяга втулки:
МПа,
где – удельное давление втулки на головку,
= 37,446 МПа,
=0,3 — коэффициент Пуассона,
Еш = (1,87…2,16) 105 = 2 105, Евт = (1,03…1,18) 105 = 1,05 10 5 МПа – модуль Юнга, соответственно, для материалов шатуна и втулки,
(0,05…0,1)∙10-3 = 0,07 мм – технологический натяг при запрессовке втулки [3],
мм – тепловой натяг,
100…120K = 110К – разность температур поршневой головки на расчётном режиме и на непрогретом двигателе[3],
αвт = 1810-6, αш = 11 10-6 K-1 – коэффициенты линейного расширения, соответственно, материалов втулки и шатуна
— максимальные растягивающие и сжимающиенапряжения в цикле нагружения головки в точкеА расчётного сечения:
, МПа.
–толщина стенки головки
м
–средний радиус головки
м
Коэффициент, учитывающий долю действующих усилий растяжения-сжатия, воспринимаемых непосредственно головкой [3] :
мм
При определении напряжений величины моментаи нормальной силыв расчётном сечении рассчитываются по уравнениям кривого бруса малой кривизны:
Н
Аналогичные параметры при определении напряжений :
=
Максимальные и минимальные напряжения в цикле нагружения поршневой головки шатуна
МПа
МПа
Определение коэффициента запаса прочности
МПа
МПа
Для стали 40Х
-1 = 400 МПа,т =750 МПа,σ = 0
Определение зоны диаграммы усталостной прочности, в которой расположен цикл нагружения:
А < B, следовательно, расчет проводится по пределу текучести.
Здесь- 1,67 – совокупный фактор концентрации напряжений в расчётном сечении поршневых головок шатунов [3].
Характерные величины запасов прочности поршневых головок шатуна для двигателей аналогичной конструкции находятся в пределах 2,5…5,0.
Стержень шатуна
Оценка напряжённого состояния стержня шатуна проводится по запасу прочности при его повторно-переменном нагружении силой S. Расчёт производится с учётом напряжений продольного изгиба при центральном сжатии для его среднего сечения . равноотстоящего от центров верхней и нижней головок, так как это сечение является наиболее нагруженным.
Экстремальные напряжения нагрузочного цикла:
МПа;
МПа;
–максимальная величина силы растягивающей стержень шатуна
=
МН
–максимальная величина силы сжимающей стержень шатуна
=
МН
fср – площадь среднего сечения стержня;
K – коэффициент, учитывающий увеличение напряженного состояния стержня от его продольного изгиба при сжатии; K =1,1…1,15 = 1,13 [3]
МПа
МПа
Выбор зоны диаграммы усталостной прочности, в которой расположен цикл:
А < B, следовательно, расчет проводим по пределу текучести.
1,67…2,5 = 1,9 [3]
Характерные для автотракторных двигателей запасы прочности стержня шатуна находятся в пределах 2…3.
studfile.net
Конструкция шатуна — RacePortal.ru
На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы. Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна.
Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий. Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала. Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ÷ 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала. Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы.
Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту. Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки
.
Различные типы болтов крепления крышки шатуна. На некоторых болтах видны места, предназначенные для центровки крышки шатуна Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей. Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника.
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой). Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
Материалы, из которых изготавливаются шатуны с целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%. Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.
При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя. Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления
Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся. Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
raceportal.ru