
Глазами владельца. ВАЗ — 21120 — журнал За рулем
Глазами владельца. ВАЗ — 21120
Здравствуйте уважаемая редакция и читатели журнала «За рулем».
Не знаю патриот я или нет, но вот пишу Вам о эксплуатации Ваз 21120. Купил ласточку летом 2000 года. Хороший, уютный автомобиль. Торпеда не скрипит, посадка отличная, руль регулируется, багажник достаточный. Обул в хорошую резину и летнюю Бридж и зимнюю Гиславед, в зависимости от сезона. Гарантийное ТО находилось в г. Чехове, поэтому я им не пользовался, да оно и не нужно было. Через пол года эксплуатации 10–15 тыс. км. поменял почти все датчики сам. Поездки по городу и загород доставляют удовольствие. Динамика и устойчивость приемлемая. Спидометр ни когда не клал, да и ненужно это, для этого существуют другие машины, ежу аккуратно, но со светофора ухожу побыстрее. 140 км/ч машина держит нормально. До 60. тыс. км. в сервис ездил только для обязательных ТО, замена масла, фильтров, ГРМ, сход-развал. Правда раз в несколько месяцев загорался ЧЕК, но через несколько заводов гас. На 61-ой тыс. заменил сцепление, ну неумею я им пользоваться и масло в КПП. На 80-ти тысячах сгорел диодный мост генератора, заменил в гаражах и поехал, до гаражей доехал самостоятельно- на другой конец Москвы. Летом 2004 года собрались с друзьями в Сочи, поэтому заехал в сервис дилера (хорошего) заменил стойки с опорами(подустила) и рулевые наконечниками(сам захотел), шрусы и шаровые в отличном состоянии. На момент приезда в сервис на спидометре было чуть больше 98 тыс км. Съездили великолепно. Четыре взрослых человека в салоне, и веши багажнике.Удовольствия получил много, рассказывать долго.Три слишнем тысячи км туда и обратно (Москва-Сочи-Москва), после Ростова шли 160 км/ч, дорога великолепная и там почти четыре тысячи по горам. Ни каких эксцессов на дороге, хотя заначку взял (на всякий пожарный). На 111 тыс. км. отказал стартер на стоянке, разобрали-почистили, поставили обратно, больше он неприятностей не доставлял. На 132 тысяче развалилось сцепление, в сервис доехал сам, заодно поменяли правую шаровую опору, и сказали что опоры стоек пора менять.
На 61-ой тыс. заменил сцепление, ну неумею я им пользоваться и масло в КПП. На 80-ти тысячах сгорел диодный мост генератора, заменил в гаражах и поехал, до гаражей доехал самостоятельно- на другой конец Москвы. Летом 2004 года собрались с друзьями в Сочи, поэтому заехал в сервис дилера (хорошего) заменил стойки с опорами(подустила) и рулевые наконечниками(сам захотел), шрусы и шаровые в отличном состоянии. На момент приезда в сервис на спидометре было чуть больше 98 тыс км. Съездили великолепно. Четыре взрослых человека в салоне, и веши багажнике.Удовольствия получил много, рассказывать долго.Три слишнем тысячи км туда и обратно (Москва-Сочи-Москва), после Ростова шли 160 км/ч, дорога великолепная и там почти четыре тысячи по горам. Ни каких эксцессов на дороге, хотя заначку взял (на всякий пожарный). На 111 тыс. км. отказал стартер на стоянке, разобрали-почистили, поставили обратно, больше он неприятностей не доставлял. На 132 тысяче развалилось сцепление, в сервис доехал сам, заодно поменяли правую шаровую опору, и сказали что опоры стоек пора менять. Запчасти у нас такие, если поменял заводскую деталь, сразу копи на следующую (в смысле туже- но новую). Менять не стал, так как собирался продавать. Продал автомобиль через пять с половиной лет эксплуатации или 143 тысячи км. Остался доволен автомобилем, жена еще месяц пинала «Зачем продал». Кстати, покупатель осталься доволен, только не долго поездил, попал в аварию на 151 тысяче.
Запчасти у нас такие, если поменял заводскую деталь, сразу копи на следующую (в смысле туже- но новую). Менять не стал, так как собирался продавать. Продал автомобиль через пять с половиной лет эксплуатации или 143 тысячи км. Остался доволен автомобилем, жена еще месяц пинала «Зачем продал». Кстати, покупатель осталься доволен, только не долго поездил, попал в аварию на 151 тысяче.
А, вспомнил, задние стойки были с проставками, видимо в следствии этого после ста тысяч начались проблемы с тормозами, через каждые 10–12 тысяч км. пробега отказывал один и тот же контур. После первого случая в сервисе заменили всю систему, кроме трубок, а в дальнейшем- замена задних колодок вместе с цилиндрами и 10–12 тыс. свободен. Больное место кузова —под декоративной резинкой лобового стекла на стыке с крышей, зацвела на третий год, на четвертом году жизни покрасил крышу, до момента продажи и не вспоминал. Больше нигде ржи не видел. Больное место старых 12-х уплотнитель двери задка, если не вскрыть в багажние сливные пробки — утонешь. Я все пробки выбросил на первом месяце. В общем представление об автомобиле очень хорошее. Купил себе новую ВАЗ-21120, только с ГУР-ом, На ТО-20000 км приехал со сломаной заслонкой печки, заменили на металическую по гарантии, других неприятностей больше нет. Все.
Я все пробки выбросил на первом месяце. В общем представление об автомобиле очень хорошее. Купил себе новую ВАЗ-21120, только с ГУР-ом, На ТО-20000 км приехал со сломаной заслонкой печки, заменили на металическую по гарантии, других неприятностей больше нет. Все.
На фото первая машина.
С уважением, Дмитрий!
Двигатель ВАЗ 21120 инжекторный 16 клапанов 1,5л
Описание
Функциональный двигатель ВАЗ-21120
Несмотря на надежность и долговечность транспортного средства, могут возникнуть ситуации, когда потребуется купить двигатель ваз 2112. Мотор является улучшенной версией предшествующих поколений, произведенных этим же производителем. В качестве базы для разработки ДВС 2112 стала модификация 21083. Правда, исходная конструкция была существенно проработана, акцентировано внимание на экологичность узла, обеспечение экономичного расхода ГСМ.
Какие задачи ставились перед конструкторами
Купить двигатель 2112 означает получить в распоряжение мощный и надежный узел. Модернизация была вызвана необходимостью подвести мотор к современным требованиям, мировым стандартам. По этой причине, инженеры АвтоВАЗа предусмотрели наличие новой схемы газораспределительного механизма. Особенностью модификации стало наличие двух распределительных валов DOHC. Была изменена и сама схема установки (теперь агрегат работает в четыре такта), проработан и улучшен инжектор. Чтобы обеспечить безопасность работы клапанных элементов, использовались производителем поршни, оснащенные специальной проточкой, в результате чего они не гнутся при обрыве ремня. Несмотря на это, отдельные изменения в конструкции агрегата все же смогли улучшить показатели работы оборудования, но с поршнями возникла проблема, которую не смогли решить даже опытные инженеры.
Модернизация была вызвана необходимостью подвести мотор к современным требованиям, мировым стандартам. По этой причине, инженеры АвтоВАЗа предусмотрели наличие новой схемы газораспределительного механизма. Особенностью модификации стало наличие двух распределительных валов DOHC. Была изменена и сама схема установки (теперь агрегат работает в четыре такта), проработан и улучшен инжектор. Чтобы обеспечить безопасность работы клапанных элементов, использовались производителем поршни, оснащенные специальной проточкой, в результате чего они не гнутся при обрыве ремня. Несмотря на это, отдельные изменения в конструкции агрегата все же смогли улучшить показатели работы оборудования, но с поршнями возникла проблема, которую не смогли решить даже опытные инженеры.
Купить новый движок 120 можно в нескольких модификациях. Несмотря на это, глубины даже новой проточки будет явно недостаточно для того, чтобы гарантировать ход клапанного элемента на 7,4 миллиметра. В результате такой проблемы, «гнет» все же отмечается, хоть и на 1,8 миллиметра.
Технические характеристики оборудования
| Параметр | Значение |
| Конфигурация двигателя | L |
| Цилиндры | 4 |
| V камеры сгорания, л | 1,5 |
| Калибр цилиндра, мм | 82 |
| поршневой интервал движения, мм | 71 |
| Усилие сжатия | 10,5 |
| Кол-во клапанов | 4 |
| Система ГРМ | DOHC |
| Рабочий цикл | 1-3-4-2 |
| Заводская мощ. / обороты вращения коленвала | 68,4 кВт-(93 л.с.) / 5600 об/мин |
| Максимум вращающегося момента / при оборотах вращения коленвала | 133,3 Н•м / 3300 об/мин |
| Способ питания | инжекторный |
| Топливо | АИ — 95 |
| Экологическая система | Евро 3 |
| Общая масса, кг | 120 |
Предлагается приобрести узел с достойными техническими и эксплуатационными показателями.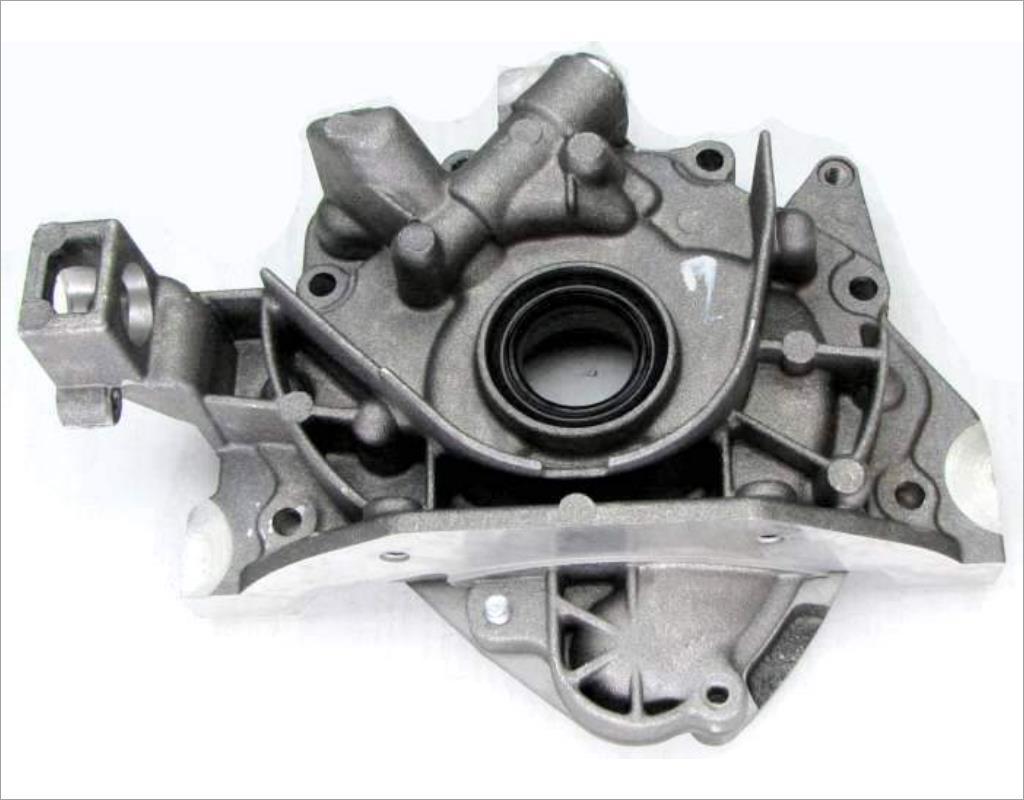
Мотор выполнен путем литья из высокопрочного чугуна, конструкция идентична двигателю от модели 21083. Изменения крепления, произошли из-за установки на двигатель инжекторной системы питания.
| Параметр | Значение |
| Состав | чугун |
| калибр цилиндра, мм | 82,0 |
| Осевой интервал между поршнями, мм | 89,0 |
| Интервал от верхней до нижней точки блока, мм | 194,80 |
| Начальный калибр расточки коленвала, мм | 54,52 |
| Общая масса, кг | 28,810 |
Мотор устанавливается на транспортное средство ЛАДА, отличается массовостью и сравнительно невысокой стоимостью.
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии (с Изменениями N 1, 2), ГОСТ от 29 августа 1975 года №21120-75
ГОСТ 21120-75*
Группа В09
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 29 августа 1975 г. N 2282 срок введения установлен с 01.01.77
Проверен в 1986 г. Постановлением Госстандарта от 22.07.86 N 2199 срок действия продлен до 01.
 01.94**
01.94**________________
** Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5/6, 1993 год). — Примечание изготовителя базы данных.
* ПЕРЕИЗДАНИЕ (декабрь 1988 г.) с Изменениями N 1, 2, утвержденными в ноябре 1981 г., июле 1986 г. (ИУС 2-82, 10-86).
Настоящий стандарт распространяется на катаные прутки круглого и квадратного сечения, болванки обжатые, заготовки для труб и для переката диаметром или стороной квадрата от 30 до 300 мм из углеродистых, легированных и высоколегированных сталей и сплавов и устанавливает эхо-импульсный, теневой и зеркально-теневой методы ультразвукового контроля металла, либо их сочетание с целью выявления внутренних дефектов, лежащих в пределах чувствительности метода.
Общие требования к методам ультразвукового контроля — по ГОСТ 12503-75 и ГОСТ 20415-82.
Термины и определения — по ГОСТ 23829-85 и справочному приложению.

1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Контрольным образцом для настройки чувствительности дефектоскопа служит отрезок заготовки, не имеющий дефектов по результатам ультразвукового контроля. Контрольный образец изготовляется по сечению равным или с отклонением не более 10% от размеров контролируемой продукции, а по конфигурации, структуре и качеству поверхности — аналогичным контролируемой продукции.
1.2. Для настройки чувствительности дефектоскопа при ультразвуковом контроле с помощью прямых преобразователей применяют контрольные образцы, искусственными отражателями у которых является боковая поверхность (черт.1 и 3) или плоское дно (черт.2 и 4) отверстия.
Диаметр отверстия , если он не оговорен в стандартах или технических условиях, при отражении ультразвуковых волн от боковой поверхности отверстия должен быть не более 2,5 мм и от плоского дна отверстия не более 3,0 мм. Глубина сверления для случая, когда искусственным отражателем является боковая поверхность отверстия, должна быть не менее 50 мм.
1.3. Диаметры искусственных отражателей должны быть выбраны из ряда: 1; 1,5; 2; 2,5; 3; 3,5; 4; 5; 6; 7; 8 мм.
Черт.1
Черт.2
Черт.3
Черт.4
1.4. Глубина залегания искусственных отражателей от поверхности ввода ультразвуковых колебаний должна быть 3/4 диаметра или толщины контролируемого металла, если это не оговорено в нормативно-технической документации.
1.5. Точность и технология изготовления искусственных отражателей в контрольных образцах для прямого преобразователя — по ГОСТ 21397-81, для наклонного преобразователя — по ГОСТ 14782-86.
Разд.1. (Измененная редакция, Изм. N 2).
2. ПОДГОТОВКА К ИСПЫТАНИЯМ
2.1. На поверхности проката не должно быть грязи, отслаивающейся окалины, плен и брызг расплавленного металла. Качество поверхности должно соответствовать нормативно-технической документации на контролируемый металл.
Качество поверхности должно соответствовать нормативно-технической документации на контролируемый металл.
2.2. Настройка чувствительности ультразвукового дефектоскопа производится по контрольному образцу. Настройка чувствительности автоматизированной ультразвуковой установки производится 5-кратным пропусканием контрольного образца через установку. При этом должна быть 100%-ная регистрация искусственных отражателей.
Настройка чувствительности дефектоскопа при использовании наклонных преобразователей производится в соответствии с ГОСТ 14782-86.
Разд.2. (Измененная редакция, Изм. N 2).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Контроль осуществляется с помощью продольных и (или) поперечных волн. Ввод ультразвуковых колебаний в металл осуществляется бесконтактным, контактным, иммерсионным или щелевым способами.
3.2. При контроле круглого сечения заготовок контактным или щелевым способами рабочая поверхность преобразователя должна быть идентичной по форме поверхности заготовки. Допускается использование насадок и опор при контроле заготовок круглого сечения преобразователем с плоской рабочей поверхностью.
Допускается использование насадок и опор при контроле заготовок круглого сечения преобразователем с плоской рабочей поверхностью.
3.3. Схема прозвучивания заготовок устанавливается таким образом, чтобы был проконтролирован весь объем металла, за исключением неконтролируемых зон, присущих ультразвуковому методу контроля. При этом заготовки квадратного сечения прозвучиваются с двух взаимно-перпендикулярных граней, круглые заготовки — по образующим. При использовании наклонных преобразователей сканирование производят в двух направлениях, перпендикулярных образующей круглой заготовки и длине прямоугольной.
3.4. Способ относительного перемещения искателя и контролируемой поверхности металла (вид сканирования) должен обеспечивать выявление дефектов, указанных в стандартах и технических условиях на продукцию, а скорость сканирования — фиксацию этих дефектов.
3.5. Основной измеряемой характеристикой этих дефектов является амплитуда сигнала от искусственного отражателя в контрольном образце.
3.6. При установке чувствительности дефектоскопа амплитуда сигнала, отраженного от искусственного отражателя в контрольном образце, должна быть не менее 1/2 высоты экрана электронно-лучевой трубки дефектоскопа.
3.7. Рекомендуемая частота ультразвуковых колебаний устанавливается от 0,5 до 5 МГц.
3.8. При использовании ручного и механизированного способов контроля устанавливают поисковый уровень чувствительности дефектоскопа и уровень фиксации. Уровень фиксации соответствует значению амплитуды сигнала, отраженного от искусственного отражателя в контрольном образце, размер и расположение которого указывается в нормативно-технической документации, утвержденной в установленном порядке. Поисковый уровень чувствительности устанавливается на 6 дБ выше уровня фиксации. При использовании автоматического способа контроля устанавливают только уровень фиксации.
3.9. Поиск дефектов производят на поисковой чувствительности, а фиксации подлежат участки заготовки, в которых наблюдается хотя бы один из следующих признаков дефекта:
отраженный сигнал, амплитуда которого равна или больше уровня фиксации;
ослабление данного сигнала или ослабление прошедшего сигнала до или ниже уровня фиксации.
3.10. Проверка правильности настройки дефектоскопа производится по контрольным образцам не реже, чем через 4 ч работы.
3.11. Границы дефектных участков определяют по положению преобразователя. Условная протяженность дефекта определяется интервалом перемещения преобразователя, в пределах которого воспринимается сигнал от дефекта при заданной чувствительности дефектоскопа.
3.12. Метод, основные параметры, схема включения преобразователей, способ ввода ультразвуковых, колебаний, схема сканирования, способы разделения ложных сигналов и сигналов от дефектов устанавливаются в нормативно-технической документации на конкретную металлопродукцию.
3.13. Допускается совмещение эхо-импульсного и зеркально-теневого методов контроля, если амплитуда донного сигнала на участках, не содержащих нарушений сплошности, превышает амплитуду эхо-сигнала от отражателя контрольного образца не менее чем на 6 дБ.
Разд.3. (Измененная редакция, Изм. N 2).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Пораженность контролируемого металла внутренними дефектами при заданной чувствительности контроля характеризуется группами качества в соответствии с таблицей.
Группа качества | Условная протяженность нарушения сплошности, мм |
1 | Не более 20 |
2 | Не более 50 |
3 | Не более 100 |
4 | От 100 до 300 |
Примечание. Если расстояние между границами выявленных дефектных участков не превышает 15 мм, их условная протяженность суммируется и дефект относится к соответствующей группе качества.
Если расстояние между границами выявленных дефектных участков не превышает 15 мм, их условная протяженность суммируется и дефект относится к соответствующей группе качества.
(Измененная редакция, Изм. N 2).
4.1a. Браковочным признаком для всех групп качества при контроле разными методами являются следующие параметры, установленные в нормативно-технической документации:
при эхо-импульсном методе — величина амплитуды сигнала, отраженного от нарушения сплошности, равная или более амплитуды сигнала от контрольного отражателя;
при зеркально-теневом методе — величина ослабления амплитуды донного сигнала;
при теневом методе — величина ослабления амплитуды прошедшего сигнала.
(Введен дополнительно, Изм. N 2).
4.2. Допустимая группа качества и чувствительность контроля металла устанавливается в зависимости от его назначения и указывается в стандартах и технических условиях или другой нормативно-технической документации на продукцию.
(Измененная редакция, Изм. N 2).
4.3. Регистрация и оформление результатов контроля проводятся по ГОСТ 12503-75.
ПРИЛОЖЕНИЕ (справочное). Пояснение терминов, встречающихся в стандарте
ПРИЛОЖЕНИЕ
Справочное
Термин | Пояснение |
Контрольный образец | Средство для настройки чувствительности дефектоскопа, выполненное из бездефектного участка контролируемой заготовки, имеющее искусственный отражатель и аттестованное в установленном порядке |
(Введен дополнительно, Изм. N 2).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
М.: Издательство стандартов, 1989
Почтовый индекс 21120 Карта, демографические данные, еще для Bentley Springs, MD
| Почтовое отделение Город: | Parkton, MD (Просмотреть все города) |
|---|---|
| Округ: | Округ Балтимор |
| Часовой пояс: | Восточный (9:47 утра) |
| 410 (карта кода города) | |
| Координаты: | 39,6, -76,7 ZIP (радиус ~ 7 миль) |
Города с почтовым индексом 21120
В приведенный ниже список включены города, которые почтовое отделение США принимает для почтового индекса 21120.
- Основной / предпочтительный город:
- Parkton, MD
- Допустимо:
- Bentley Spgs, Бентли Спрингс
Статистика и демографические данные для почтового индекса 21120
Почтовый индекс 21120 расположен на севере Мэриленда и занимает немного меньшую площадь по сравнению с другими почтовыми индексами в Соединенных Штатах.Он также имеет немного меньшую, чем среднюю, плотность населения.
Люди, живущие в почтовом индексе 21120, в основном белые. Число взрослых людей среднего возраста чрезвычайно велико, в то время как количество людей в возрасте от 20 до 40 лет немного выше среднего. Есть также очень большое количество семей и небольшое количество одиноких взрослых.
| Население | 6 967 | |
|---|---|---|
| Плотность населения | 165 | человек на квадратный метр |
| Квартиры | 2,540 | |
| Медианная стоимость дома | 429 100 долл. США |
| Площадь земельного участка | 42,35 | кв. Миль |
|---|---|---|
| Акватория | 1.30 | кв. Миль |
| Жилые единицы | 2,452 | |
| Средний семейный доход | $ 118 450 |
Расчетное население с течением времени
Общая численность населения по возрасту
| Средний возраст: | 45 | Средний возраст мужчин: | 45 | Средний возраст женщин: | 45 |
| Мужской | 162 | 236 | 268 | 287 | 180 | 107 | 88 | 172 | 243 | 332376 270 | 332376 270 | 73 | 56 | 30 | ||||
| Женский | 175 | 242 | 260 | 228 | 140 | 100 | 120 | 195 | 120 | 195 | 28000 | 220 | 158 | 104 | 81 | 67 | 56 | |
| Всего | 337 | 478 | 528 | 515 | 320 | 320 | 697 | 769 | 636 | 490 | 311 | 211 | 154 | 123 | 8 6 |
 7 & percnt;
7 & percnt;
 0 & percnt;
0 & percnt; Его также сравнивают с ближайшими почтовыми индексами. Таким образом, 21120, вероятно, будет одним из самых красивых районов города с более богатой демографией.
Его также сравнивают с ближайшими почтовыми индексами. Таким образом, 21120, вероятно, будет одним из самых красивых районов города с более богатой демографией.
 1 & перкнт;
1 & перкнт; 3 и проц;
3 и проц; Это
выше
чем
средняя стоимость дома в округе составляет 252 500 долларов.
Средняя стоимость дома по стране составляет 266 648 долларов.
Средняя цена проданных домов в Парктоне,
MD составляет 515000 долларов.
Примерно 87%
Дома Parkton в собственности,
по сравнению с 9% арендованными, а
4% вакантны.Объявления о недвижимости Parkton включают кондоминиумы, таунхаусы и дома для одной семьи.
продается.
Также доступны коммерческие объекты.
Если вы хотите осмотреть недвижимость, свяжитесь с агентом по недвижимости Parkton, чтобы организовать тур.
сегодня!
Узнайте больше о жизни в Парктоне.
Это
выше
чем
средняя стоимость дома в округе составляет 252 500 долларов.
Средняя стоимость дома по стране составляет 266 648 долларов.
Средняя цена проданных домов в Парктоне,
MD составляет 515000 долларов.
Примерно 87%
Дома Parkton в собственности,
по сравнению с 9% арендованными, а
4% вакантны.Объявления о недвижимости Parkton включают кондоминиумы, таунхаусы и дома для одной семьи.
продается.
Также доступны коммерческие объекты.
Если вы хотите осмотреть недвижимость, свяжитесь с агентом по недвижимости Parkton, чтобы организовать тур.
сегодня!
Узнайте больше о жизни в Парктоне. | Следующий
| Следующий 87 соток
87 соток 5 или 3,5 ванные комнаты — Постройте дом своей мечты в Прекрасном Парктоне. Caruso Homes приглашает вас открыть для себя отель Lexington II, расположенный на 3 акрах красивой земли. Вам понравится жить в живописной обстановке, которая предлагает уединение, а также удобства местных магазинов, ресторанов и развлечений и легкий доступ к Балтимору и Пенсильвании. Выберите из множества вариантов и дизайнов, которые предлагают открытую планировку этажей с лучшей отделкой жилетов, двухэтажное фойе, изысканную кухню, просторную семейную комнату и красивый люкс владельца с ванной с гидромассажем.Есть много места для развлечений с нашей дополнительной большой комнатой отдыха и театром на цокольном этаже. Оцените высококлассный, непринужденный образ жизни в потрясающем особняке Карузо, где вы сможете ощутить все лучшее из очарования Мэриленда. ПРИМЕЧАНИЕ: В
5 или 3,5 ванные комнаты — Постройте дом своей мечты в Прекрасном Парктоне. Caruso Homes приглашает вас открыть для себя отель Lexington II, расположенный на 3 акрах красивой земли. Вам понравится жить в живописной обстановке, которая предлагает уединение, а также удобства местных магазинов, ресторанов и развлечений и легкий доступ к Балтимору и Пенсильвании. Выберите из множества вариантов и дизайнов, которые предлагают открытую планировку этажей с лучшей отделкой жилетов, двухэтажное фойе, изысканную кухню, просторную семейную комнату и красивый люкс владельца с ванной с гидромассажем.Есть много места для развлечений с нашей дополнительной большой комнатой отдыха и театром на цокольном этаже. Оцените высококлассный, непринужденный образ жизни в потрясающем особняке Карузо, где вы сможете ощутить все лучшее из очарования Мэриленда. ПРИМЕЧАНИЕ: В Ft .:
Ft .: Ft .:
Ft .: Любителям кулинарии понравится открытая кухня для гурманов с островком и барной стойкой с раковиной. Обширные развлекательные зоны, идеально подходящие для дегустации вин и отдыха в компании других людей. Тщательно продуманная планировка и высококачественная отделка обязательно произведут впечатление. Здесь есть более 2000 жилых помещений SF + под открытым небом и 2 негабаритных гаража на 6 автомобилей, это идеальное поместье для любителя! Не упустите возможность приобрести единственный в своем роде дом!
Любителям кулинарии понравится открытая кухня для гурманов с островком и барной стойкой с раковиной. Обширные развлекательные зоны, идеально подходящие для дегустации вин и отдыха в компании других людей. Тщательно продуманная планировка и высококачественная отделка обязательно произведут впечатление. Здесь есть более 2000 жилых помещений SF + под открытым небом и 2 негабаритных гаража на 6 автомобилей, это идеальное поместье для любителя! Не упустите возможность приобрести единственный в своем роде дом! 13 соток
13 соток Ft .:
Ft .: Все оригинальные черты были сохранены с большим вниманием к деталям, но дом полностью приспособлен к сегодняшнему образу жизни. Просторный центральный холл, красивая лестница, большие масштабы с высокими потолками и дверными проемами, замысловатая отделка повсюду, великолепные деревянные полы, штукатурные стены и все обновления прекрасно сочетаются со старыми особенностями. Обновленная кухня для гурманов, удобные спальни и ванные, и чудесные веранды, террасы, патио и даже очень крутой старый каменный погреб с местом для хранения вина.Ранее использовавшийся как кровать и завтрак, в доме есть ванные комнаты и красивая квартира владельца на третьем этаже, а также парк, собственная терраса с гидромассажной ванной, сады в стиле Вильямсбурга и гибкая пристройка, которая в настоящее время используется как деревообрабатывающий цех с пристроенной площадкой и отдельной парковкой. Территория абсолютно красивая с обширными лужайками, зрелыми тенистыми деревьями и кустарниками и обширными многолетними садами, что создает ваш собственный уединенный оазис! Если вы всегда хотели жить в историческом доме, но не собираетесь проводить капитальный ремонт, не упустите эту возможность! Вы должны посетить этот дом и территорию, чтобы по-настоящему оценить его привлекательность и привлекательность.
Все оригинальные черты были сохранены с большим вниманием к деталям, но дом полностью приспособлен к сегодняшнему образу жизни. Просторный центральный холл, красивая лестница, большие масштабы с высокими потолками и дверными проемами, замысловатая отделка повсюду, великолепные деревянные полы, штукатурные стены и все обновления прекрасно сочетаются со старыми особенностями. Обновленная кухня для гурманов, удобные спальни и ванные, и чудесные веранды, террасы, патио и даже очень крутой старый каменный погреб с местом для хранения вина.Ранее использовавшийся как кровать и завтрак, в доме есть ванные комнаты и красивая квартира владельца на третьем этаже, а также парк, собственная терраса с гидромассажной ванной, сады в стиле Вильямсбурга и гибкая пристройка, которая в настоящее время используется как деревообрабатывающий цех с пристроенной площадкой и отдельной парковкой. Территория абсолютно красивая с обширными лужайками, зрелыми тенистыми деревьями и кустарниками и обширными многолетними садами, что создает ваш собственный уединенный оазис! Если вы всегда хотели жить в историческом доме, но не собираетесь проводить капитальный ремонт, не упустите эту возможность! Вы должны посетить этот дом и территорию, чтобы по-настоящему оценить его привлекательность и привлекательность. Двигайтесь прямо и начните наслаждаться этим! Полное историческое описание можно найти на веб-странице Исторического фонда штата Мэриленд, собственность № BA-1152.
Двигайтесь прямо и начните наслаждаться этим! Полное историческое описание можно найти на веб-странице Исторического фонда штата Мэриленд, собственность № BA-1152. 24 соток
24 соток | Следующий
| Следующий Для Аляски / Гавайев базовая ставка составляет 27 долларов.59 и может взиматься дополнительная плата за более крупные заказы. При отправке в Канаду вы можете добавить некоторые товары в корзину, чтобы определить стоимость доставки. Для некоторых более длинных люминесцентных / светодиодных ламп будет взиматься дополнительная плата за доставку; это покрывает все дополнительные транспортные материалы, необходимые для безопасного прибытия. Мы используем почтовое отделение США и FedEx для наших отправлений. Точные данные о перевозчике и услуге рассчитываются после упаковки заказа для отправки. Мы никогда не гарантируем определенный метод для любого заказа, если это не экспресс-заказ.Большинство заказов на складе отправляются в течение 24 часов и доходят до клиентов примерно в течение недели. Что касается методов экспресс-доставки, мы делаем все возможное, чтобы заказы на складе были отправлены в тот же день, при условии, что заказ был получен до 13:00 по центральному времени. В некоторых случаях заказ может быть отправлен на следующий рабочий день.
Для Аляски / Гавайев базовая ставка составляет 27 долларов.59 и может взиматься дополнительная плата за более крупные заказы. При отправке в Канаду вы можете добавить некоторые товары в корзину, чтобы определить стоимость доставки. Для некоторых более длинных люминесцентных / светодиодных ламп будет взиматься дополнительная плата за доставку; это покрывает все дополнительные транспортные материалы, необходимые для безопасного прибытия. Мы используем почтовое отделение США и FedEx для наших отправлений. Точные данные о перевозчике и услуге рассчитываются после упаковки заказа для отправки. Мы никогда не гарантируем определенный метод для любого заказа, если это не экспресс-заказ.Большинство заказов на складе отправляются в течение 24 часов и доходят до клиентов примерно в течение недели. Что касается методов экспресс-доставки, мы делаем все возможное, чтобы заказы на складе были отправлены в тот же день, при условии, что заказ был получен до 13:00 по центральному времени. В некоторых случаях заказ может быть отправлен на следующий рабочий день. Заказы отправляются из Миннесоты, что обеспечивает разумные сроки доставки как на побережье, так и в промежуточные районы. Мы отправляем клиентам номера для отслеживания по электронной почте после отправки заказов при наличии действующего адреса электронной почты.Если посылка отсутствует, наша служба поддержки клиентов должна быть уведомлена в течение 14 дней с момента подтверждения доставки перевозчиком, чтобы можно было своевременно подать претензию. При отправке за пределы США мы не несем ответственности за поврежденные или отсутствующие товары. Если посылка подтверждена перевозчиком для доставки по адресу, указанному клиентом, и посылка сообщается как пропавшая, ответственность за подачу заявки на пропавшую посылку или кражу ложится на клиента.Большая часть нашего процесса доставки автоматизирована — бывают случаи, когда заказы доставляются так быстро, что запросы на отмену по электронной почте / телефону не приходят вовремя. В этих случаях посылка будет отправлена, и будет применяться наша политика возврата.
Заказы отправляются из Миннесоты, что обеспечивает разумные сроки доставки как на побережье, так и в промежуточные районы. Мы отправляем клиентам номера для отслеживания по электронной почте после отправки заказов при наличии действующего адреса электронной почты.Если посылка отсутствует, наша служба поддержки клиентов должна быть уведомлена в течение 14 дней с момента подтверждения доставки перевозчиком, чтобы можно было своевременно подать претензию. При отправке за пределы США мы не несем ответственности за поврежденные или отсутствующие товары. Если посылка подтверждена перевозчиком для доставки по адресу, указанному клиентом, и посылка сообщается как пропавшая, ответственность за подачу заявки на пропавшую посылку или кражу ложится на клиента.Большая часть нашего процесса доставки автоматизирована — бывают случаи, когда заказы доставляются так быстро, что запросы на отмену по электронной почте / телефону не приходят вовремя. В этих случаях посылка будет отправлена, и будет применяться наша политика возврата.
 K.Северные Марианские островаНорвегияОманПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПольшаПортугалияКатарРеюньонРумынияРоссияРуандаСабаСан-МариноСао-Томе и ПринсипиСаудовская АравияШотландия, Соединенное Королевство, Словакия, Сенегал, Сербия, Сибирь, Ломонанка, Словакия, Южная Корея, Сербия, Южная Корея Китс и Невис LuciaSt. Винсент и ГренадинСуринамШвецияШвейцарияТаитиТайвань, Р.О.К.ТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайсубъектУзбекистанК. Западная Сахара Западное Самоа Замбия Зимбабве
K.Северные Марианские островаНорвегияОманПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПольшаПортугалияКатарРеюньонРумынияРоссияРуандаСабаСан-МариноСао-Томе и ПринсипиСаудовская АравияШотландия, Соединенное Королевство, Словакия, Сенегал, Сербия, Сибирь, Ломонанка, Словакия, Южная Корея, Сербия, Южная Корея Китс и Невис LuciaSt. Винсент и ГренадинСуринамШвецияШвейцарияТаитиТайвань, Р.О.К.ТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайсубъектУзбекистанК. Западная Сахара Западное Самоа Замбия Зимбабве Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере. [адрес электронной почты защищен]
[адрес электронной почты защищен] loaded length (mm)»> 6,50
loaded length (mm)»> 6,50