
Расточка двигателя: процесс, методы, характеристика
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.

Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

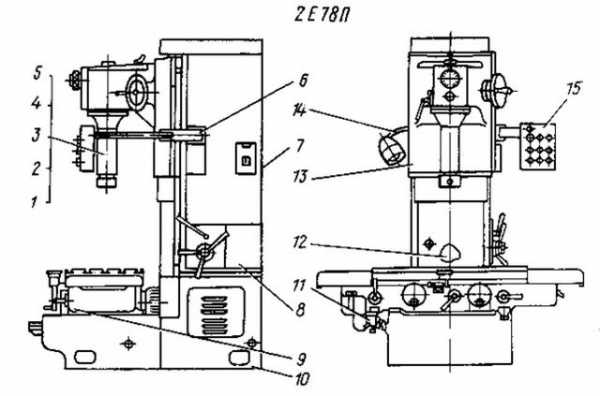
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

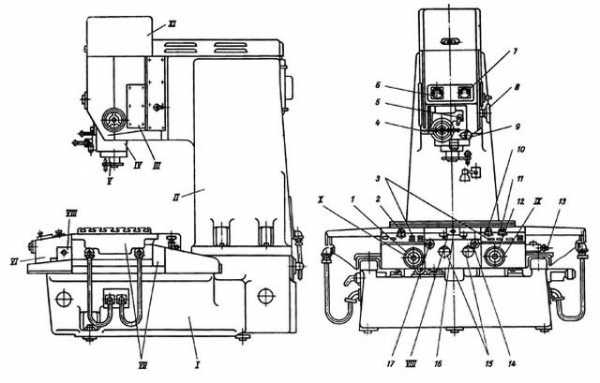
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
avtodvigateli.com
Как расточить блок цилиндров своими руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.

Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.

Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?

Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.

Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Видео
Поделитесь с друзьями!
autoiwc.ru
Расточка блока цилиндров двигателя: описание, операия, критерии
Что представляет собой расточка блока ДВС? Это обработка внутренней части цилиндров двигателя с целью восстановления их первоначальной идеальной формы, которая в процессе эксплуатации автомобиля нарушается. Данная процедура состоит в снятии лишнего металла в наиболее узких местах, удаления зазубрин, неровностей, задиров. После расточки выполняется хонингование блока цилиндров.
Зачем нужна расточка и ремонт блока ДВС
Ответ лежит на поверхности — это делается в случае сильного износа цилиндров. Хотя внушительный пробег автомобиля вовсе не является причиной для проведения капитального ремонта двигателя и расточки блока ДВС, так как характер и величина износа могут быть разными и далеко не во всех случаях двигатель авто с большим пробегом требует вмешательства. И лишь если явно проявляются неполадки — падение мощности, нестабильная работа и другие неприятности — следует задуматься о предстоящем ремонте.
Для определения степени износа блока необходимы специальные инструменты и опытный специалист. Для определения предельной величины износа есть два параметра — износ на участке остановки верхнего поршневого кольца, когда поршень находится в верхней мертвой точке, а также эллипсности зеркала, образующейся в месте контакта юбки поршня и стенки цилиндра. В первом случае критическая величина составляет до 0,05 миллиметров, во втором — в пределах 0,03. Если эти показатели больше, то состояние блока совсем плохое — в этом случае ухудшается работа двигателя, может появиться вибрация поршневых колец, также возможны удары колец о край «ступеньки», что приводит к их быстрому разрушению.
В результате большой эллипсности нарушается герметичность прилегания поршневых колец, зазор между стенкой цилиндра и поршнем увеличивается. Все это приводит к проникновению газов в картер ДВС, уменьшению компрессии, увеличению расхода масла. Причем даже установка новых поршней и колец ситуацию не спасает — исправить все можно только расточкой блока ДВС. Хотя справедливости ради нужно сказать, что замена поршней и колец ситуацию некоторым образом исправит, но ненадолго, буквально на несколько тысяч.
Что восстанавливают в процессе расточки
Для удаления эллипсности и приведения в норму зазоров нужно попросту увеличить внутренние размеры цилиндра до размеров ремонтного поршня. При этом нужно добиться, чтобы эллипсность не превышала 0,01 миллиметра, что не так просто. Если этого не сделать, хорошего прилегания поршневых колец добиться не удастся. Чтобы добиться таких точных показателей, необходимо пользоваться специальным оборудованием для расточки блока цилиндров.
Обязательно следует уделять внимание микропрофилю зеркальной поверхности цилиндров блока — от того, какого качества она будет после расточки, зависит и дальнейший износ колец. Следовательно, микропрофиль должен отвечать двум основным взаимоисключающим требованиям — быть в меру гладким, чтобы обеспечить хорошее скольжение колец, и в то же время немного шероховатым, чтобы задерживать масло. Также для трущихся деталей желательно обеспечить минимальное время приработки.
Естественно, расточка блока ДВС — процесс достаточно длительный. Здесь требуется специальное оборудование и мастерство. Много времени занимает выверка положения блока ДВС на станке и сам процесс расточки с минимальной подачей для обеспечения надлежащего качества. Такой подход будет гарантировать, что все цилиндры блока ДВС будут располагаться параллельно друг другу с точностью до 0,01 миллиметра и в то же время перпендикулярны основанию — плоскости коленвала (постели, что лучше для отечественных блоков).
Во время расточки обязательно следует оставлять припуск в пределах 0,1-0,5 для последующего хонингования. Именно такая величина дает гарантию того, что оставшийся после растачивания весь дефектный слой металла будет удален полностью. Вместе с этим такой небольшой припуск не позволит осям перекоситься в процессе расточки и хонингования. Расточка блока ДВС и последующее хонингования занимают много времени, что, естественно, не нравится автовладельцам, да и стоит дороже. Сократить время почти на 20 процентов можно, используя специальные расточные станки.
avtodvigateli.com
как и зачем проводится, требования к мотору, гильзовка двигателя
 Расточка блока цилиндров – задача, с которой могут столкнуться владельцы автомобилей, как при желании увеличить мощность двигателя, так и при восстановлении мотора. Сам по себе процесс расточки блока цилиндров довольно простой, и он представляет собой физическую сточку стенок цилиндров двигателя с целью увеличения их объема и восстановления идеальной формы. Несмотря на то, что звучит это достаточно просто, на деле расточка двигателя – это крайне сложный процесс, имеющий массу нюансов. На них мы и обратим внимание в рамках данной статьи, подробно рассмотрев вопрос.
Расточка блока цилиндров – задача, с которой могут столкнуться владельцы автомобилей, как при желании увеличить мощность двигателя, так и при восстановлении мотора. Сам по себе процесс расточки блока цилиндров довольно простой, и он представляет собой физическую сточку стенок цилиндров двигателя с целью увеличения их объема и восстановления идеальной формы. Несмотря на то, что звучит это достаточно просто, на деле расточка двигателя – это крайне сложный процесс, имеющий массу нюансов. На них мы и обратим внимание в рамках данной статьи, подробно рассмотрев вопрос.
Оглавление: 1. Зачем нужно растачивать блок цилиндров 2. Все ли моторы подаются расточке 3. Как выполняется расточка блока цилиндров 4. Что такое гильзовка блока цилиндров
Зачем нужно растачивать блок цилиндров
 В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец.
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.
Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
 Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Все ли моторы подаются расточке
Расточка блока цилиндров – это стрессовая ситуация для двигателя, и выдержать ее может далеко не каждый мотор. Решающим фактором в вопросе «Можно ли растачивать блок цилиндров?» является материал, из которого он изготовлен.
Чугун. Идеальный материал для расточки. Он недорогой и крайне прочный, что важно при расточке. Мастерам достаточно будет выточить цилиндры до требуемого размера, после этого установить поршни подходящего размера, и на этом можно считать тюнинг или ремонт завершенным. Но нельзя забывать и о минусах чугуна – он очень тяжелый, плохо отводит тепло и велик риск возникновения коррозии.
 Алюминий. В отличие от чугуна, алюминий гораздо легче и менее подвержен коррозии. Его часто применяют в качестве материала для блока цилиндров. При этом мастера называют такие блоки «одноразовыми». Иначе говоря, из-за мягкости алюминия мало кто решается взяться за его расточку. Дело в том, что когда на заводе отливается блок цилиндров из алюминия, внутри цилиндры покрываются специальным налетом, призванным защитить их от излишнего износа. Соответственно, если растачивать алюминиевый блок цилиндров, потребуется также покрыть внутри цилиндры этим самым налетом, что дорогостояще. Но здесь есть выход – установка специальных гильз, что тоже имеет массу нюансов, и мы поговорим подробнее об этом чуть ниже.
Алюминий. В отличие от чугуна, алюминий гораздо легче и менее подвержен коррозии. Его часто применяют в качестве материала для блока цилиндров. При этом мастера называют такие блоки «одноразовыми». Иначе говоря, из-за мягкости алюминия мало кто решается взяться за его расточку. Дело в том, что когда на заводе отливается блок цилиндров из алюминия, внутри цилиндры покрываются специальным налетом, призванным защитить их от излишнего износа. Соответственно, если растачивать алюминиевый блок цилиндров, потребуется также покрыть внутри цилиндры этим самым налетом, что дорогостояще. Но здесь есть выход – установка специальных гильз, что тоже имеет массу нюансов, и мы поговорим подробнее об этом чуть ниже.
Как выполняется расточка блока цилиндров
Определившись с базовыми принципами расточки и некоторыми нюансами двигателей, которые могут быть подвергнуты процедуре, перейдет непосредственно к рассмотрению того, как выполняется расточка блока цилиндров. Можно выделить несколько шагов данной процедуры:
- Необходимо полностью разобрать двигатель и достать блок цилиндров;
- Далее блок цилиндров крепится на станину специального станка, при этом очень важно закрепить его по уровню;
- В ситуации, когда к расточке блока цилиндров пришлось прибегнуть из-за «овализации» цилиндров, потребуется сперва выполнить все необходимые измерения с помощью микрометрических приборов, чтобы определить, насколько много металла с какой стороны придется снимать;
- Далее на станке начинаются работы. Здесь очень важно, чтобы работы проводил квалифицированный мастер с хорошим оборудованием. Если станок не может держать требуемый размер, результаты для блока цилиндров могут быть плачевными;

- Заключительным этапом является хонингование внутренних стенок цилиндра или «нанесение зеркала». Оба способа приемлемы, и каждый мастер выбирает более удобный для него вариант.
- После этого двигатель собирается и устанавливается на автомобиль.

Как можно видеть, процесс довольно простой. Но в описанной выше процедуре не затронут вариант с гильзовкой блока цилиндров. С ним все становится несколько сложнее.
Что такое гильзовка блока цилиндров
 В ситуации, когда просто расточить блок цилиндров нельзя по конструктивным причинам, может потребоваться выполнение гильзовки. Под гильзовкой понимается установка непосредственно в цилиндр полой гильзы, которая чаще всего выполняется из чугуна. Такая гильза имеет округлую форму и, по сути, она будет взаимодействовать с поршнем при работе мотора.
В ситуации, когда просто расточить блок цилиндров нельзя по конструктивным причинам, может потребоваться выполнение гильзовки. Под гильзовкой понимается установка непосредственно в цилиндр полой гильзы, которая чаще всего выполняется из чугуна. Такая гильза имеет округлую форму и, по сути, она будет взаимодействовать с поршнем при работе мотора.
Во время гильзовки блока цилиндров специальная гильза запрессовывается внутрь под температурой, чтобы она держалась максимально крепко. Во время работы гильза берет весь удар на себя, в чем и состоит смысл ее использования. Соответственно, когда ее ресурс работы подойдет к концу, гильзу можно будет просто достать и на ее место поставить новую. Правда, скорее всего, к этому моменту потребуется заменить и поршни с кольцами.
Стоит отметить: Чаще всего подобные гильзы выполняются из легированного серого чугуна, даже если сам блок цилиндров алюминиевый. Но бывают исключения. В некоторых ситуациях специалисты не рекомендуют устанавливать чугунные гильзы в алюминиевый блок цилиндров.
Загрузка…okeydrive.ru
Расточка блока цилиндров двигателя | Тюнинг ателье VC-TUNING
Расточка блока цилиндров двигателя
Данная процедура заказывается в VC-tuning, только под определенные тюнинг проекты.
Информационная статья в разделе TT.
Для увеличения технических показателей двигателя (в данном случае это мощность) возможна расточка блока цилиндров. 
Стенки цилиндров поршневой системы двигателя автомобиля имеют достаточный запас толщины. Если немного уменьшить это значение, то можно значительно увеличить объём внутреннего пространства цилиндров. Такие манипуляции позволят сжигать большее количество горючего за тоже время, что и до расточки, и, следовательно, мощность двигателя достаточно хорошо возрастает. 
Расточка головки блока цилиндров является сложным технологическим процессом, который требует достаточно много профессиональных навыков и наличия специального оборудования. Провести такую доработку двигателя в личном гараже не получится, придётся отправить весь механизм поршневой системы в специально оборудованную автомастерскую. 
Для того чтобы увеличение объёма цилиндров прошло гладко, необходимо сообщить мастеру, производящему ремонт вашего автомобиля, размер гильз. Расточенные гнезда под гильзы должны соответствовать своим размерам, иначе поршни будут работать неправильно и это повлечет за собой сбой всей системы. Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
- Эллипс и форма гильзы должны быть не больше значения в 0,02мм, величина ширины стенки – 0,01мм.
- Обработка поверхности гильзы должна производиться по классу точности – не ниже 8.
- При обработке гильзы нужно учитывать припуск на расточку, который выбирают из каталога для ремонтных гильз.

Поделывая расточку блока цилиндров на токарном станке, автомеханик должен выдерживать соосность цилиндров относительно базовой стороны. Параллельность деталей поршневой системы согласуют с соответствующими частями распределительного вала. При проведении расточки блока цилиндров оставляют припуск в 0,1 – 0,15мм. Это расстояние обеспечит избежание перекоса при хонинговании головки блока.

Процесс хонингования – обязательная операция при улучшении показателей мощности двигателя автомобиля. С наружной поверхности цилиндра и внутренней части гнезда под головку блока цилиндров хонингованием снимают слой материала, оставленного на припуск. Технологический процесс хонингования выполняется по определенной схеме.
vc-tuning.ru
Расточка блока цилиндров Двигатель расточка на современном оборудовании с хонинговкой Расточить блок
Звоните: +7-499-686-12-80 https://angarmotorov.ru/a211757-rastochka-bloka-tsilindrov.html 1. Что такое расточка блока цилиндров, и какие причины приводят к ее необходимости. Двигатель – важнейший агрегат автомобиля. В результате значительных нагрузок во время рабочего цикла, мотор автомобиля со временем начинает изнашиваться. Возникает нужда в капитальном ремонте ДВС автомобиля. Одним из признаков приближающегося капитального ремонта является падение компрессии в цилиндрах двигателя. Автовладелец начинает чувствовать, что машина плохо «тянет», медленно набирает скорость – другими словами. Дело в том, что независимо от того, является ли двигатель дизельным или бензиновым, горючая смесь сжимается во время рабочего цикла. Если степень сжатия меньше, чем номинальная, КПД двигателя соответственно уменьшается. Это происходит благодаря увеличению зазоров в месте контакта поршневых колец и поверхностей поршней, в результате естественного износа, чаще всего. В тех случаях, когда в блоке цилиндров установлены сменные гильзы, расточка цилиндров не требуется, достаточно заменить их на новые. Если гильзы в блоке несъемные, то придется их растачивать на специальном станке, приводя форму и размер к нормальному виду. Помимо расточки гильз может понадобиться ремонт постелей(посадочных мест под шейки) коленчатого вала, если соответствующие втулки были провернуты во время вращения вала. Это может быть вызвано неправильной сборкой двигателя, недостатком моторного масла или сильной его загрязненностью в картере двигателя (обычно – металлической стружкой или песком). Расточка блока цилиндров, обычно делается при износе стенок цилиндров, когда уже на поверхности появились глубокие царапины (задиры). Двигатель при такой поломке, начинает есть больше масла, соответственно масло нужно постоянно подливать. В случае, если Вы не подольете вовремя масло до уровня, тогда у Вас будет масленое голодание, как следствие клин двигателя. Но это уже совсем другая поломка. После того, как у Вас разобрали двигатель, и обнаружили износ цилиндров. Вы соответственно должны либо поставить гильзы, либо Вам нужна расточка блока цилиндров под ремонтный поршень. 2. Как происходит расточка блока ДВС (Расточка блока цилиндров, происходит следующим образом). Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер, после чего начинается расточка блока цилиндров. Во время расточки цилиндра постоянно подается вода, это делается для того, что бы рабочая поверхность не нагревалась, и не было деформации поверхности блока цилиндров. После того, как все цилиндры расточены под один ремонтный размер (один цилиндр нельзя расточить, растачиваются только все сразу под один размер!) нужно сделать протоки для того что бы масло поступало в цилиндры для равномерной смазки. Это называется хонинговка цилиндров. Соответственно хонинговка цилиндров обязательная работа, так как без масленой пленки снова появятся задиры по цилиндрам. Соответственно хонниговка цилиндров происходит следующим образом: Блок цилиндров закрепляется на станину, при том для разных блоков нужна своя станина, для того что бы блок находился под определенным углом по отношению к резцу. Резец на станке настраивается под размер цилиндра, после чего происходит хонинговка цилиндров. Хон делается на каждый цилиндр, если это рядный мотор. В случае, если двигатель V-образный, то возможно сделать или одну сторону, или две. По одному цилиндру ни расточка, ни хонинговка не делается. При этом необходимо восстановить геометрию цилиндра, так как в процессе эксплуатации она неизменно нарушается. Это происходит в результате объективных причин, — поршневые кольца во время рабочего цикла неравномерно трутся о гильзу, в связи с чем плоскость стенок гильзы изнашивается так же неравномерно. Мастер, работающий на станке, на малых скоростях производит обработку поверхностей цилиндра, учитывая необходимые допуска по размерам. Эти размеры рассчитываются исходя из модели двигателя и размеров поршневых колец, которые будут монтироваться на двигатель во время сборки. Звоните: +7-499-686-12-80 https://angarmotorov.ru/a211757-rastochka-bloka-tsilindrov.html
rutube.ru
Расточка блока цилиндров — что это такое?
 Покупая новый, или еще «лучше» подержанный автомобиль, Вы не только обретаете средство передвижения, но еще и дополнительные хлопоты, связанные с его ремонтом. Избежать подобных вмешательств скорее всего не получится (разве что делом будут заниматься специалисты), а значит, уважающий себя автовладелец должен знать хотя бы теорию того или иного ремонтного процесса. Сегодня мы расскажем про расточку блоков цилиндров и если кто-то скажет, что может сделать это полностью самостоятельно, без необходимого инструмента, то, скорее всего, слукавит. Рядовой автовладелец может только снять головку блока цилиндров и после расточки установить ее на место, но сам процесс проводится в специальном сервисном центре, специалисты которого имеют для этого все необходимое оборудование и, в первую очередь, соответствующий станок.
Покупая новый, или еще «лучше» подержанный автомобиль, Вы не только обретаете средство передвижения, но еще и дополнительные хлопоты, связанные с его ремонтом. Избежать подобных вмешательств скорее всего не получится (разве что делом будут заниматься специалисты), а значит, уважающий себя автовладелец должен знать хотя бы теорию того или иного ремонтного процесса. Сегодня мы расскажем про расточку блоков цилиндров и если кто-то скажет, что может сделать это полностью самостоятельно, без необходимого инструмента, то, скорее всего, слукавит. Рядовой автовладелец может только снять головку блока цилиндров и после расточки установить ее на место, но сам процесс проводится в специальном сервисном центре, специалисты которого имеют для этого все необходимое оборудование и, в первую очередь, соответствующий станок.
1. Когда и для чего нужно проводить расточку блока цилиндров?
Головка блока, да и сам блок цилиндров двигателя ламаються очень редко. Водителю придется приложить немало усилий, что бы в ходе использования автомобиля, вывести их из строя (особенно блок цилиндров) раньше срока указанного производителем.

Если, к примеру, процедуру хонингования мотора (абразивная обработка материалов) в пределах нормы, Вы в состоянии провести самостоятельно, то расточка блока несколько сложнее, ведь что бы выполнить хонингование распредвала, достаточно иметь в наличии электрическую дрель и ручную хонинговальную головку, а вот для расточки надо еще найти специальный станок. Давайте изучим теорию этого вопроса.
Представьте себе блок цилиндров, вместе со всеми поршнями, шатунами и коленчатым валом в придачу. Когда коленвал вращается, поршни цилиндров, соответственно, совершают возвратно-поступательное движение. Припустим, что оси постели подшипников коленчатого вала не перпендикулярны оси цилиндров, что тогда? Здесь происходит сразу несколько крайне неприятных явлений. Оси обоих деталей перестанут совпадать, а поршню в цилиндре, придется двигаться в перекошенном состоянии. Разумеется, в результате таких действий появляется дополнительная сила, которая изгибает шатун, что в конечном итоге приводит к перекосу шатунного подшипника. Кроме того, поршневые кольца, также, не станут нормально выполнять свои функции в «кривом» блоке, а значит высокое давление картерных газов и чрезмерный расход масла двигателю обеспечены.
Данная ситуация практически аналогичная той, которая возникает при искривлении шатуна (оси верхней и нижней головки не параллельны) и, конечно, учитывая наличие дефектов, говорить о каком-либо ресурсе двигателя, так же как и об эффективности выполняемой работы, просто не имеет смысла.
 Влияющая на ресурс мотора, величина неперпендикулярности оси коленвала к осям цилиндров, по мнению некоторых специалистов, довольно маленькая и составляет примерно 0,02-0,04 мм по длине цилиндра. Превысить указанные значения очень просто, а факторы влияющие на это могут быть самыми разными. Например, если в ходе установки блока цилиндров на нижнюю плоскость, Вы забыли перед расточкой удалить остатки старой прокладки, то один из углов блока окажется приподнятым. Возможно, 0,15-0,2 мм – высота незначительная, но в данном случае результат будет виден сразу. Или, представьте другую ситуацию: хонинговальный станок, прямым действием «загнал» цилиндр сразу в последний размер (+1,0 мм), хоть перекос цилиндра еще и не прогнозируется, но он точно выйдет за указанные пределы.
Влияющая на ресурс мотора, величина неперпендикулярности оси коленвала к осям цилиндров, по мнению некоторых специалистов, довольно маленькая и составляет примерно 0,02-0,04 мм по длине цилиндра. Превысить указанные значения очень просто, а факторы влияющие на это могут быть самыми разными. Например, если в ходе установки блока цилиндров на нижнюю плоскость, Вы забыли перед расточкой удалить остатки старой прокладки, то один из углов блока окажется приподнятым. Возможно, 0,15-0,2 мм – высота незначительная, но в данном случае результат будет виден сразу. Или, представьте другую ситуацию: хонинговальный станок, прямым действием «загнал» цилиндр сразу в последний размер (+1,0 мм), хоть перекос цилиндра еще и не прогнозируется, но он точно выйдет за указанные пределы.
Таким образом, выходит, что перекос цилиндров вдоль оси коленвала (продольное направление) практически недопустим, особенно если речь идет о качественном ремонте блока. Такой результат обеспечивается лишь когда, при расточке блока, за основу берут постель коленчатого вала, но и этого для его точной установки недостаточно. Дело в том, что постель имеет круглую форму, а значит при поперечном размещении, блок необходимо будет дополнительно привязать к какой-нибудь базовой поверхности. Таким местом вполне может стать верхняя блоковая плоскость: с ее помощью можно так выставить блок на стенке, что при расточке оси цилиндров будут перпендикулярны именно ей. Однако, слишком серьезной точности здесь не нужно, поперечный наклон цилиндра влияет лишь на минимальный припуск при выполнении расточки, который обеспечивает покрытие всей поверхности цилиндра.
2. Процесс расточки – что он из себя представляет?
Расточка блока цилиндров двигателя, является процессом обработки внутренней поверхности цилиндров, с целью обеспечения идеальной цилиндрической формы, которая, в ходе эксплуатации мотора и износа его отдельных деталей, существенно нарушается. Процесс расточки, предусматривает снятие определенного слоя металла там, где были выявлены зазубрены, задиры и прочие неровности. По сути, это первичная процедура, следом за которой выполняют хонингование (хонинговку) блока.
 Хонинговка (англ. «honing» — точить) – это процедура отделочной обработки внутрецилиндрических поверхностей деталей, с помощью применения мелкозернистого, абразивного инструмента (представлен в виде смонтированных на хонинговальной головке брусков). Головка такого приспособления, закреплена в шпинделе хонинговочного станка и в ходе его вращения совершает движения разного рода (вращательные или возвратно-поступательные). Абразивные бруски плотно прилегают к обрабатываемой поверхности, а благодаря вращению головки, оказывают на нее максимальное воздействие.
Хонинговка (англ. «honing» — точить) – это процедура отделочной обработки внутрецилиндрических поверхностей деталей, с помощью применения мелкозернистого, абразивного инструмента (представлен в виде смонтированных на хонинговальной головке брусков). Головка такого приспособления, закреплена в шпинделе хонинговочного станка и в ходе его вращения совершает движения разного рода (вращательные или возвратно-поступательные). Абразивные бруски плотно прилегают к обрабатываемой поверхности, а благодаря вращению головки, оказывают на нее максимальное воздействие.
Хоненгование – заключительный процесс, осуществляемый сразу после растачивания, протягивания и шлифования. В результате, он позволяет получить высокую точность обработки (вплоть до первого класса) и шероховатость поверхности до тринадцатого класса. Конечно, проделать все это самому, без определенных знаний, умений и соответствующего оборудования просто нереально, поэтому, скорее всего, придется обращаться за помощью к специалистам. Однако, владеть информацией о технологии процедуры расточки никогда не помешает.
Если, вдруг, Вам нужно увеличить объем гнезда под ремкомплект (процесс гильзовки), то обязательно скажите мастеру какого размера имеющиеся в наличии ремонтные гильзы, только так он сможет качественно произвести расточку блока цилиндров. Измерить цилиндры, вполне можно самостоятельно и в домашних условиях, использовав для этих целей специальный измерительный прибор — нутромер.
 Расточку цилиндров выполняют на спец.станках, а так как главным моментом в этом деле выступает соблюдение точности размеров (до 0,01 мм), геометрии цилиндра и качества обрабатываемой поверхности, то весь процесс проходит на минимальной скорости.
Расточку цилиндров выполняют на спец.станках, а так как главным моментом в этом деле выступает соблюдение точности размеров (до 0,01 мм), геометрии цилиндра и качества обрабатываемой поверхности, то весь процесс проходит на минимальной скорости.
Совершая обработку на станке для расточки блоков, мастер должен добиться одновременного соблюдения параллельности цилиндров относительно базы, как по длине, так и по перпендикулярности. Обычно, параллельность «связывают» с постелями распределительного вала, но никак не с корпусом блока. В процессе расточки блока цилиндров, специалисты придерживаются определенного припуска. Это значит, что малая часть верхнего дефектного слоя (примерно 0,1-0,15 мм) остается нетронутым. Такая мера необходима, чтобы не допустить перекоса оси цилиндра в ходе проведения хонингования – обязательной процедуры, после расточки блока. Его используют для снятия верхнего слоя цилиндра (гнезда).
Заключительный этап данного процесса имеет определенную технологию проведения. После окончания хонинговки, можно смело продолжать задуманный ремонт или тюнинг мотора. Обратите внимание! Когда будете проводить обратную сборку блока цилиндров, обязательно учитывайте необходимость установки рекомендованных производителем параметров и, в первую очередь, не стоит забывать об установке головки блока цилиндров.
 К большому огорчению, ничего полностью идеального в этом мире не существует. Вот и плоскости отдельно взятого блока цилиндров, далеко не всегда бывают параллельны друг другу и пастели коленчатого вала, а перпендикулярность цилиндров их осям – далеко не установленный факт, то есть пока считается только теорией (гипотезой). Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
К большому огорчению, ничего полностью идеального в этом мире не существует. Вот и плоскости отдельно взятого блока цилиндров, далеко не всегда бывают параллельны друг другу и пастели коленчатого вала, а перпендикулярность цилиндров их осям – далеко не установленный факт, то есть пока считается только теорией (гипотезой). Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
auto.today